
Schweissgerät Telwin TECNICA PLASMA 34 KOMPRESSOR – Bedienungsanleitung im pdf-Format kostenlos online lesen. Wir hoffen, dass sie Ihnen helfen wird, alle Fragen zu lösen, die Sie bei der Bedienung Ihrer Geräte haben könnten.
Wenn Sie noch Fragen haben, stellen Sie diese bitte in den Kommentaren im Anschluss an die Anleitung.
Die Anleitung wird geladen bedeutet, dass Sie warten müssen, bis die Datei heruntergeladen ist und Sie sie online lesen können. Einige Anleitungen sind sehr umfangreich, weshalb es von Ihrer Internetgeschwindigkeit abhängt, wie lange es dauert, bis sie angezeigt werden.












Stromquelle vom Bediener getragen wird (z. B. an Riemen).
wieder im zulässigen Bereich liegt).
- MÜSSEN die Schneidearbeiten untersagt werden, wenn der
- A/V-A/V
: Angegeben ist hier der Stellbereich des Schneidstroms
( M i n d e s t - / H ö c h s t s t r o m ) b e i d e r z u g e h ö r i g e n
Bediener über Bodenniveau tätig wird, es sei denn, er benutzt
Lichtbogenspannung.
eine Sicherheitsbühne.
9 -
Seriennummer für die Identifizierung der Maschine (unbedingt
- ACHTUNG! SICHERHEIT DER PLASMASCHNEIDEANLAGE.
e r fo r d e r l i c h f ü r d i e I n a n s p r u c h n a h m e d e s t e c h n i s c h e n
Nur das vorgesehene Brennermodell und die Verbindung mit
Kundendienstes, die Ersatzteilbestellung oder die Rückverfolgung
der Stromquelle, wie in den "TECHNISCHEN DATEN" genannt,
der Produktherkunft).
garantiert, dass die herstellerseits vorgesehenen Sicherungen
10 -
:Wert der trägen Schmelzsicherungen, die zum Schutz der
wirksam sind (Verriegelungssystem).
Leitung erforderlich sind.
- ES DÜRFEN KEINE Brenner und zugehörigen Verbrauchsteile
11-
Symbole mit Bezug auf Sicherheitsvorschriften, deren Bedeutung
anderer Herkunft benutzt werden.
aus Kapitel 1 “Allgemeine Sicherheit für das Lichtbogenschweißen”
- VERSUCHEN SIE NICHT, Brenner MIT DER STROMQUELLE ZU
hervorgeht.
KOPPELN, die für andere als die in dieser Anleitung
vorgesehenen SCHNEID- UND SCHWEISSVERFAHREN
Anmerkung: Das dargestellte Typenschild gibt die Bedeutung der
hergestellt worden sind.
Symbole und Ziffern unverbindlich wieder. Die genauen Werte aus den
- D I E M I S S A C H T U N G D I E S E R R E G E L N k a n n z u
technischen Daten Ihrer eigenen Plasmaschneideanlage müssen
SCHWERWIEGENDEN Gefahren für die physische Sicherheit
unmittelbar vom Typenschild der Maschine abgelesen werden.
des Benutzers führen.
SONSTIGE TECHNISCHE DATEN:
- STROMQUELLE: siehe Tabelle 1 (TAB. 1)
RESTRISIKEN
- BRENNER: siehe Tabelle 2 (TAB. 2)
Das Maschinengewicht ist in Tabelle 1 angegeben (TAB. 1).
- UMKIPPEN: Stellen Sie die Stromquelle für den Plasmaschnitt
auf einer waagerechten Fläche ab, die dem Gewicht angemessen
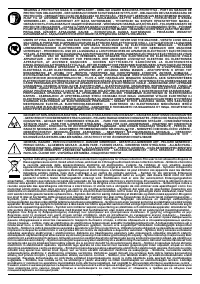
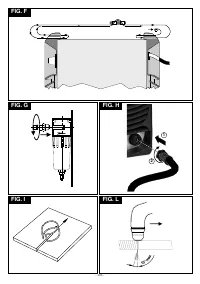
4. BESCHREIBUNG DER PLASMASCHNEIDEANLAGE
ist; andernfalls (z. B. bei abfallenden oder holprigen Böden)
Die Maschine besteht im Wesentlichen aus Leistungsmodulen auf
besteht Kippgefahr.
gedruckten Schaltungen, die im Hinblick auf größtmögliche
Zuverlässigkeit und Wartungsfreundlichkeit optimiert sind.
- UNSACHGEMÄSSER GEBRAUCH: Der Gebrauch der
(Abb. B)
Plasmaschneideanlage für andere als die vorgesehenen
1-
Eingang einphasige Versorgungsleistung, Gleichrichteraggregat und
Arbeiten ist gefährlich.
Glättungskondensatoren.
2-
Bipolartransistoren mit isolierter Gateelektrode (IGBT) und Drivers.
2. EINFÜHRUNG UND ALLGEMEINE BESCHREIBUNG
Die IGBT wandelt die gleichgerichtete Leitungsspannung in
Diese Stromquellen werden mit der neuesten Invertertechnik und
hochfrequente Wechselspannung um und regelt die Leistung nach
Bipolartransistoren mit isolierter Gateelektrode (IGBT) hergestellt. Sie
dem abgerufenen Wert des Schneidstroms / der Schneidspannung.
sind zum manuellen Trennen aller Arten von Metallblechen und zum
3-
Hochfrequenz-Transformator: Die Primärwicklung wird mit der vom
Trennen gegitter ter Lochbleche vorgesehen (falls entsprechend
Block 2 gewandelten Spannung gespeist. Er hat die Aufgabe,
ausgerüstet).
Spannung und Strom an die für das Schneidverfahren erforderlichen
Die stufenlose Stromregelung im Bereich zwischen dem Mindest- und
Werte anzupassen und gleichzeitig den Schneidkreislauf galvanisch
dem Höchstwer t gewährleistet eine hohe Schnittqualität bei
von der Versorgungsleitung zu isolieren.
Veränderungen der Materialstärke und der Metallart.
4-
Sekundäre Gleichrichterbrücke mit Glättungsdrossel: Wandelt die von
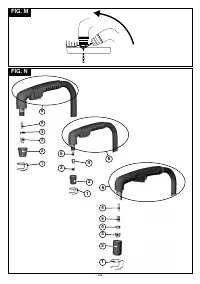
Der Schneidvorgang wird von einem Pilotbogen eingeleitet, der je nach
d e r S e k u n d ä r w i ck l u n g b e r e i t g e s t e l l t e We c h s e l s p a n nu n g /
Modell durch den Kurzschluss zwischen Elektrode und Düse oder durch
Wechselstrom in Gleichstrom / Gleichspannung mit geringster
eine Hochfrequenzentladung (HF) gezündet wird.
Welligkeit um.
5-
Überwachungs- und Regelungselektronik: Überwacht fortlaufend den
HAUPTEIGENSCHAFTEN
Schneidstromwert und gleicht ihn mit dem Sollwert des Bedieners ab.
- Kontrolleinrichtung für Brennerspannung, Druckluft,
Die Elektronik moduliert die Steuerimpulse der regelnden IGBT-
Brennerkurzschluss (falls vorhanden).
Driver.
- Thermostatischer Schutz.
Sie bestimmt die dynamische Stromreaktion während des
- Druckluftanzeige (falls vorhanden).
Schneidvorgangs und überwacht die Sicherheitssysteme.
SERIENMÄSSIGES ZUBEHÖR
ÜBERWACHUNGS-; REGELUNGS- UND
- Plasmaschneidbrenner.
ANSCHLUSSEINRICHTUNGEN
- Satz Verbindungsstücke für den Druckluftanschluss.
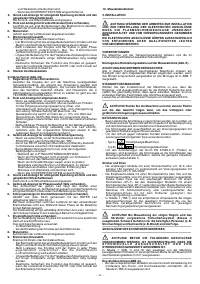
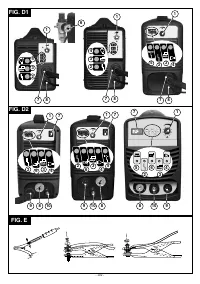
Rückwärtiges Paneel (Abb. C)
1-
Hauptschalter
SONDERZUBEHÖR
I (ON) Generator betr iebsbereit, der Brenner ist nicht
- Satz Austauschelektroden / -düsen.
spannungsführend. Generator im Stand-by.
- Satz Elektroden / Düsen mit Überlänge (bei entsprechender
O ( O F F ) A l l e B e t r i e b s f u n k t i o n e n s i n d g e s p e r r t ; d i e
Ausrüstung).
Hilfseinrichtungen und die Leuchtsignalgeber sind aus.
2-
Versorgungskabel
3. TECHNISCHE DATEN
3-
Druckluftanschluss (in der Kompressorversion nicht vorhanden)
KENNDATENSCHILD
Schließen Sie die Maschine an einen Druckluftkreislauf mit
Die wichtigsten Daten zum Gebrauch und zu den Leistungen der
mindestens 5 bar und maximal 8 bar an (TAB. 2).
Plasmaschneideanlage sind auf dem Typenschild mit der folgenden
4-
Druckminderer für Druckluftanschluss (falls vorhanden).
Bedeutung zusammengefasst.
Abb. A
Vorderes Paneel (Abb. D1)
1 -
Einschlägige EUROPÄISCHE Norm zur Sicherheit und zur Bauart
1- Reglerknopf für den Schneidstrom.
von Maschinen für das Lichtbogenschweißen und den
Ermöglicht die Vorgabe der von der Maschine bereitgestellten
Plasmaschnitt.
Schneidstromstärke, die anhand der Anwendung gewählt wird
2 -
Symbol für den inneren Aufbau der Maschine.
(Materialstärke / Geschwindigkeit). Für die korrekte Einschaltdauer,
3 -
Symbol für das Plasmaschneidverfahren.
also das Arbeits-Pausen-Verhältnis, das sich nach der gewählten
4 -
Symbol S: Es bedeutet, dass Schneidarbeiten in Umgebungen mit
Stromstärke richtet, siehe die TECHNISCHEN DATEN.
erhöhter Stromschlaggefahr ausgeführt werden können (etwa in
2- Gelbe Led-Anzeige - Allgemeiner Alarm:
nächster Nähe zu großen Metallmassen).
- W e n n s i e a u f l e u c h t e t , i s t e i n e K o m p o n e n t e d e s
5 -
Symbol der Versorgungsleitung:
L e i s t u n g s s c h a l t k r e i s e s ü b e r h i t z t o d e r d i e
1~: Einphasige Wechselspannung
Eingangsversorgungsspannung ist nicht korrekt (Über- und
3~: Dreiphasige Wechselspannung
Unterspannung). Sicherung gegen Über- und Unterspannung der
6 -
Schutzart der Hülle.
Leitung: Störabschaltung der Maschine - die Speisespannung
7 -
Kenndaten der Versorgungsleitung:
weicht um mehr als +/- 15% vom Wert laut Typenschild ab.
- U
: Wechselspannung und Versorgungsfrequenz der Maschine
ACHTUNG: Wenn der vorgenannte obere Spannungswert
1
(zulässige Grenzwerte ±10%):
überschritten wird, nimmt das Gerät ernsthaften Schaden.
- I
:Maximale Stromaufnahme von der Leitung.
- Während dieser Phase ist die Maschine für den Betrieb gesperrt.
1 max
- Die Rückstellung erfolgt selbsttätig (die gelbe Led erlischt),
- I
: Tatsächlicher Betriebsstrom
1eff
nachdem eine der vorgenannten Störungen behoben und der
8 -
Leistungsmerkmale des Schneidstromkreises:
Wert wieder in den zulässigen Bereich eingetreten ist.
- U
: Maximale Leer laufspannung (Schneidstromkreis
0
3- Gelbe Led-Anzeige für anliegende Brennerspannung.
geöffnet).
- Wenn sie aufleuchtet, ist der Schneidkreislauf aktivier t:
- I /U
: Normalisierter Strom und die zugehörige Spannung, die
2
2
Pilotlichtbogen oder Schneidlichtbogen "ON".
von der Maschine während des Schneidvorgangs
- Sie ist bei NICHT betätigtem Brennerknopf (Stand-by)
bereitgestellt werden können.
normalerweise erloschen (Schneidkreislauf deaktiviert).
- X
: Einschaltdauer: Für diese Dauer kann die Maschine den
- Bei betätigtem Brennerknopf ist sie unter den folgenden
zugehörigen Strom bereitstellen (gleiche Spalte). Sie wird
Bedingungen erloschen:
auf der Grundlage eines zehnminütigen Zyklus in %
- Während der LUFTNACHSTRÖMUNGSPHASE.
angegeben (Bsp: 60% = 6 Minuten Arbeit, 4 Minuten Pause
- Wenn der Pilotlichtbogen nicht innerhalb von höchstens
usw.).
Sekunden auf das Werkstück übergeht.
Ein Überschreiten der Betriebsfaktoren (laut Typenschild,
Wenn der Schneidlichtbogen wegen eines zu großen Abstandes
bezogen auf 40°C Umgebungstemperatur) hat die
z w i s c h e n B r e n n e r u n d W e r k s t ü c k , z u s t a r k e n
Auslösung der thermischen Absicherung zur Folge (die
Elektrodenverschleißes oder gewollter Entfernung des Brenners
Maschine bleibt solange im Stand-by, bis die Temperatur
- 16 -
Haben Sie noch Fragen?Haben Sie Ihre Antwort nicht im Handbuch gefunden oder haben Sie andere Probleme? Stellen Sie Ihre Frage in dem unten stehenden Formular und beschreiben Sie Ihre Situation genau, damit andere Personen und Experten sie beantworten können. Wenn Sie wissen, wie Sie das Problem einer anderen Person lösen können, teilen Sie es ihr bitte mit :)