
Schweissgerät Telwin TECHNOMIG 225 PULSE – Bedienungsanleitung im pdf-Format kostenlos online lesen. Wir hoffen, dass sie Ihnen helfen wird, alle Fragen zu lösen, die Sie bei der Bedienung Ihrer Geräte haben könnten.
Wenn Sie noch Fragen haben, stellen Sie diese bitte in den Kommentaren im Anschluss an die Anleitung.
Die Anleitung wird geladen bedeutet, dass Sie warten müssen, bis die Datei heruntergeladen ist und Sie sie online lesen können. Einige Anleitungen sind sehr umfangreich, weshalb es von Ihrer Internetgeschwindigkeit abhängt, wie lange es dauert, bis sie angezeigt werden.















6-
Taste zum Aufrufen (LOAD) der benutzerdefinierten
Schweißprogramme.
7-
Taste zum Speichern (STORE) der benutzerdefinierten
Schweißprogramme.
14f-
Parameter 6: Postgas.
Bei MIG/MAG/FLUX regelt er die
8-
Taste zur Auswahl des Schweißverfahrens.
Dauer “Postgas” (Gasnachströmungszeit) in Sekunden.
Wenn man die Taste betätigt, leuchtet die Led für das
anzuwendende Schweißverfahren auf:
-
:
MIG/MAG in PULSE ARC (falls vorhanden).
14g-
Parameter 7: Abstiegskennlinie.
Im Modus MIG/MAG
-
:
MIG/MAG/FLUX in SHORT/SPRAY ARC.
die Dauer der Abstiegskennlinie (nur mit Synergie (13)).
-
: Elektrode “MMA”.
14h-
Parameter 8: Spot-Dauer.
Bei MIG/MAG/FLUX regelt er
-
:
WIG-DC mit LIFT-Zündung.
die Zeitdauer des Schweißstromes beim Punktschweißen
9-
Taste für die Auswahl des Schweißprozesses.
(SPOT).
Wenn sich die Maschine im Modus MIG/MAG/FLUX befindet,
besteht die Auswahl zwischen den Steuerungsar ten 2-Takt, 4-
Takt und Taktgebersteuerung beim Punkten (SPOT).
10-
Taste für die Auswahl der Werkstoffart.
14i-
Parameter 9: Pausendauer beim Punktschweißen.
Im
Mit ihr wird die Betriebsar t an das Werkstoff und das Verfahren
angepaßt.
Modus MIG/MAG/FLUX regelt er die Dauer der Pause zwischen
Die Taste ist nur im Synergiemodus (13) ansprechbar.
zwei aufeinanderfolgenden Punktschweißungen. Wenn der
11-
Taste für die Einstellung des Drahtdurchmessers.
Für
Parameter auf 0 Sekunden gesetzt wird, muß der Brennerknopf
losgelassen und erneut gedrückt werden, um die nächste
Durchmesser 1.2 mm muß der Knopf betätigt werden, bis beide
Punktschweißung vorzunehmen.
Leds für die Durchmesser 0.6 und 0.8mm aufleuchten.
Die Taste ist nur im Synergiemodus (13) ansprechbar.
S P E I C H E R U N G U N D A U F R U F P E R S O N A L I S I E R T E R
12-
Taste für die Auswahl der Fernbedienung.
PROGRAMME
- Wenn die LED
aufleuchtet, sind die Befehle auf dem
Einführung
Bedienfeld der Schweißmaschine ansprechbar.
M i t d e r S c h w e i ß m a s c h i n e l a s s e n s i c h p e r s o n a l i s i e r t e
Arbeitsprogramme mit einem PARAMETERSATZ (SET) speichern
- Wenn die LED
aufleuchtet, kann die Regelung
(STORE), die für eine bestimmte Schweißung gelten. Jedes
ausschließlich per Fernbedienung ausgeführt werden:
gespeicherte Programm kann jederzeit aufgerufen (LOAD) werden,
a) Bedienung mit einem Potentiometer:
Ersetzt die
sodaß der Schweißmaschinennutzer eine “betr iebsbereite”
Encoderfunktion (5).
Schweißmaschine für spezifische, zuvor optimierte Arbeit vorfindet.
b) Bedienung mit zwei Potentiometern:
Ersetzt die
Die Schweißmaschine gestattet die Speicherung von 9 individuell
erstellten Programmen.
Funktion des Encoders (5) und des Hilfsparameters.
c) Pedal-Fernsteuerung:
Tritt im WIG-Verfahren an die Stelle
Vorgehensweise für die Speicherung (STORE)
des Encoders (5).
Nachdem die Schweißmaschine für eine bestimmte Schweißung
13-
Taste für die Auswahl des Synergieschweißens.
Um den
optimal eingestellt worden ist, ist folgendermaßen vorzugehen
(ABB.
synergistischen Betrieb der Maschine im Schweißverfahren
MIG/MAG auszuwählen, muß der Knopf betätigt werden.
C)
:
ACHTUNG!
Auch wenn alle Parameter der Maschine nach
a) Die Taste
(7)
“STORE” 3 Sekunden lang drücken.
Belieben eingestellt werden können, gibt es bestimmte
b) Auf dem Display
(4)
erscheint “
St_
“ und eine Nummer zwischen 1
Parameterkombinationen, die möglicherweise elektrisch oder
und 9.
schweißtechnisch bedeutungslos sind. In keinem Fall nimmt die
c) Durch Drehen am Regler
(5)
eine Nummer wählen, unter der das
Schweißmaschine Schaden, auch wenn sie aufgrund einer
Programm
fehlerhaften Einstellung vielleicht nicht funktioniert.
abgespeichert werden soll.
14-
Taste für die Auswahl der Schweißparameter.
d)
Nochmals die Taste
(7)
“STORE“ betätigen:
Wenn man mehrmals die Taste drückt, leuchtet eine der LEDS
- wenn die Taste "STORE" mehr als 3 Sekunden lang gedrückt
von (14a) bis (14i) auf, denen spezifische Parameter
wird, ist das Programm korrekt eingeprägt und die Aufschrift
zugeordnet sind. Der Wert der einzelnen aktivierten Parameter
"
YES
" erscheint;
ist mit Hilfe des ENCODERS (5) einstellbar und wird auf dem
- wenn die Taste "STORE" weniger als 3 Sekunden lang gedrückt
Display (4) angezeigt.
wird, ist das Programm nicht eingeprägt, und die Aufschrift “
no
”
Anmerkung: Die Parameter, die vom Bediener nicht verändert
erscheint.
werden können, wenn er mit einem synergistischen Programm
oder im Handbetrieb arbeitet, stehen automatisch nicht zur
Vorgehensweise für das Aufrufen (LOAD)
Wahl; die zugehörige LED leuchtet nicht auf.
Es gilt die folgende Vorgehensweise
(
siehe
ABB. C)
:
a) Die Taste
(7)
“STORE” 3 Sekunden lang drücken.
b) Auf dem Display
(4)
erscheint “
Ld_
“ und eine Nummer zwischen 1
und 9.
14a-
Parameter 1: Zur Einstellung der Schweißspannung.
c) Durch Drehen des Reglers
(5)
die Nummer auswählen, unter der
Im Modus MIG/MAG/FLUX regelt er die Schweißspannung in
das nun zur
Volt oder die Lichtbogenkorrektur, wenn die Synergie gewählt
verwendung vorgesehene Programm abgespeichert worden ist.
ist (nur MIG/MAG).
d) Nochmals die Taste
(6)
“LOAD” drücken:
Beim Schweißen zeigt er die Spannung am Ausgang des
- wenn die Taste "LOAD" mehr als 3 Sekunden lang gedrückt wird,
Generators an.
ist das Programm
korrekt wiedergerufen und die Aufschrift
"
YES
" erscheint;
- wenn die Taste "LOAD" weniger als 3 Sekunden lang gedrückt
wird, ist das Programm nicht wiedergerufen und die Aufschrift
14b-
Parameter 2: Gibt die Drahtgeschwindigkeit oder den
“
no
” erscheint
Schweißstrom vor.
Im Modus MIG/MAG/FLUX steht er für die
WÄHREND:
der benutzung der tasten “store” und “load”leuchtet die
Drahtvorschubgeschwindigkeit in Metern pro Minute, im Modus
led prg auf.
MMA für den Schweißstrom in Ampere. Beim Schweißen zeigt
er den Strom am Ausgang des Generators.
5. INSTALLATION
______________________________________________________
AC H T U N G ! VO R B E G I N N A L L E R A R B E I T E N Z U R
14c-
Parameter 3: Arc force oder elektronische Reaktanz.
I N S T A L L A T I O N U N D Z U M A N S C H L U S S A N D I E
B e i M M A s t e h t e r f ü r A r c F o r c e ( d y n a m i s c h e
STROMVERSORGUNG MUSS DIE SCHWEISSMASCHINE
S t r o m n a c h r e g e l u n g ) o d e r f ü r d i e E i n s t e l l u n g d e s
UNBEDINGT AUSGESCHALTET UND VOM STROMNETZ
Lichtbogeneinbrandes. Bei MIG/MAG/FLUX hat er eine
GETRENNT WERDEN.
ähnliche Bedeutung, nimmt aber die Bezeichnung der
DIE STROMANSCHLÜSSE DÜRFEN AUSSCHLIESSLICH VON
elektrischen Reaktanz an.
FACHKUNDIGEM PERSONAL DURCHGEFÜHRT WERDEN.
______________________________________________________
14d-
Parameter 4: Beschleunigungskennlinie:
Bei
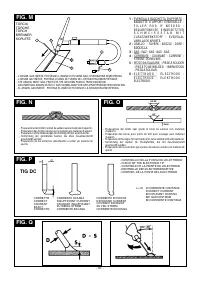
Zusammensetzen der Schutzmaske
Abb. D
M I G / M A G / F L U X r e g e l t e r d i e S t e i g u n g d e r
Beschleunigungskennlinie für den Drahtvorschubmotor.
Zusammensetzen Stromrückleitungskabel und Klemme
Abb. E
Zusammensetzen Schweißkabel und Elektrodenklemme
14e-
Parameter 5: Burn back time :
Bei MIG/MAG/FLUX
Abb. F
regelt er den Zeitabstand zwischen dem Anhalten des Drahtes
AUFSTELLUNG DER SCHWEISSMASCHINE
und dem Moment, in dem der Ausgangsstrom den Nullwert
Suchen Sie den Installationsort der Schweißmaschine so aus, daß der
erreicht.
Ein- und Austritt der Kühlluft nicht behindert wird (Zwangsumwälzung
mit Ventilator, falls vorhanden); stellen Sie gleichzeitig sicher, daß
keine leitenden Stäube, korrosiven Dämpfe, Feuchtigkeit u. a.
- 24 -
Haben Sie noch Fragen?Haben Sie Ihre Antwort nicht im Handbuch gefunden oder haben Sie andere Probleme? Stellen Sie Ihre Frage in dem unten stehenden Formular und beschreiben Sie Ihre Situation genau, damit andere Personen und Experten sie beantworten können. Wenn Sie wissen, wie Sie das Problem einer anderen Person lösen können, teilen Sie es ihr bitte mit :)