
Schweissgerät Telwin TELMIG 161 1 TURBO – Bedienungsanleitung im pdf-Format kostenlos online lesen. Wir hoffen, dass sie Ihnen helfen wird, alle Fragen zu lösen, die Sie bei der Bedienung Ihrer Geräte haben könnten.
Wenn Sie noch Fragen haben, stellen Sie diese bitte in den Kommentaren im Anschluss an die Anleitung.
Die Anleitung wird geladen bedeutet, dass Sie warten müssen, bis die Datei heruntergeladen ist und Sie sie online lesen können. Einige Anleitungen sind sehr umfangreich, weshalb es von Ihrer Internetgeschwindigkeit abhängt, wie lange es dauert, bis sie angezeigt werden.















EINSTELLUNG DER SCHWEISSPARAMETER
- D e r S c h w e i ß s t r o m w i r d i n A b h ä n g i g k e i t z u m
Elektrodendurchmesser und zum verwendeten Arbeitsstück
Schutzgas
Die Fördermenge des Schutzgases muß betragen:
bestimmt
(TAB.7)
.
- Beachten Sie, daß bei gleichbleibendem Elektrodendurchmesser
Short arc:
8-14 l/min
höhere Stromwerte für Schweißarbeiten in der Ebene und niedere
Spray arc:
12-20 l/min
Werte für Schweißen in der Vertikale oder über dem Kopf ver wendet
abhängig von der Schweißstromstärke und dem Düsendurchmesser.
werden müssen.
- Die mechanischen Eigenschaften der Schweißverbindung werden
Schweißstrom
nicht nur durch die gewählte Stromstärke bestimmt, sondern auch
Der Schweißstrom wird je nach Schubgeschwindigkeit des Drahtes,
durch die anderen Schweißparameter wie die Lichtbogenlänge, die
die von Durchmesser abhängig ist, festgelegt.
Ausführungsgeschwindigkeit und -position sowie durch den
Beachten Sie, daß je nach erwünschtem Stromwer t die
Durchmesser und die Güte der Elektroden (zur korrekten
Abrollgeschwindigkeit des Drahtes verkehr t propor tional zum
Aufbewahrung schützen Sie die Elektroden in ihrer Verpackung oder
verwendeten Drahtdurchmesser ist.
speziellen Behältern vor Feuchtigkeit).
Die Näherungswerte für den Strom beim Handschweißen sind für die
- Die Schweißeigenschaften hängen auch vom ARC-FORCE-Wert
gängigsten Drähte in der Tabelle
(TAB. 5)
aufgeführt.
(dynamisches Verhalten) der Maschine ab.
- Man beachte, daß die hohen ARC-FORCE-Werte einen tieferen
Lichtbogenspannung
Einbrand gewährleisten und das Schweißen in allen Lagen
Die Lichtbogenspannung kann vom Bediener durch Drehen am
e r m ö g l i c h e n , t y p i s c h e r w e i s e m i t b a s i s c h e n u n d
Encoder (ABB. C (5)) reguliert werden; sie wird nach und nach der
Zelluloseelektroden. Niedrige ARC-FORCE-Werte ergeben einen
Drahtvorschubgeschwindigkeit (Strom) angepaßt, die in Abhängigkeit
weicheren, spr itzerfreien Lichtbogen, typischerweise mit
vom verwendeten Drahtdurchmesser und der Beschaffenheit des
Rutilelektroden.
Schutzgases gewählt wird. Für die Geschwindigkeitsregelung gilt die
Die Schweißmaschine ist auch mit den Einrichtungen HOT START
folgende Beziehung, die einen Mittelwert ergibt:
und ANTI STICK ausgestattet, die leichtere Starts ermöglichen und
U = 14 + 0,05 I
2
2
das Verkleben der Elektrode mit dem Werkstück verhindern.
U = Bogenspanning in Volt;
2
I = Schweißstrom in Amp.
2
Vorgehensweise
- Die Maske VOR DAS GESICHT halten. Dabei mit der
Qualität der Schweißnaht
Elektrodenspitze am Werkstück entlang streichen. Die Bewegung
Die Qualität der Schweißnaht und gleichzeitig damit die geringe
entspricht der beim Anzünden eines Streichholzes: die richtige
Sprühung gehen auf die Ausgewogenheit der Schweißparameter wie
Methode zur korrekten Zündung des Lichtbogens.
Strom (Drahtgeschwindigkeit), Drahtdurchmesser, Bogenspannung
ACHTUNG: Die Elektrode darf NICHT auf das Werkstück
etc. und die richtige Auswahl der Reaktanzsteckdose zurück.
GEKLOPFEN werden; es bestünde die Gefahr, die Umhüllung zu
Ebenso sollte die Stellung des Brenners an die Orientierungsdaten
beschädigen und die Lichtbodenzündung zu stören.
der
(ABB. L)
angeglichen werden, um zu große Sprühung und Fehler
- Nach der Zündung des Bogens sollte versucht werden, einen
an der Naht zu vermeiden.
Abstand zum Werkstück einzuhalten, der dem Durchmesser der
Auch die Geschwindigkeit beim Schweißen (Arbeitsgeschwindigkeit
benutzten Elektrode entspricht. Diese Entfernung sollte während
entlang des Werkstückes) ist ein wichtiger Faktor für korrekte
des Schweißens möglichst gleichbleibend eingehalten werden;
Durchführung der Schweißnaht. Darauf sollte man besonders bei der
denken Sie daran, daß die Elektrode in Vorschubrichtung ungefähr
Penetration und der Formung der Naht achten.
um 20-30 Grad
(Abb. Q)
geneigt gehalten werden muß.
- Am Ende der Schweißnaht das Elektrodenende im Verhältnis zur
Die häufigsten Schweißfehler sind in
TAB. 8
aufgeführt.
Vorschubrichtung über dem Krater leicht zurückführen, um ihn zu
füllen, anschließend die Elektrode rasch aus dem Schmelzbad
SCHWEISSEN: VERFAHRENSBESCHREIBUNG
heben, damit der Lichtbogen erlischt
(Bilder der Schweißnaht -
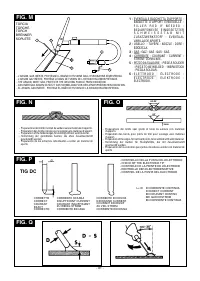
WIG-SCHWEISSEN
ABB. R).
Das WIG-Schweißen ist ein Verfahren, das die vom elektrischen
Lichtbogen ausgehende Wärme nutzt. Der Bogen wird gezündet und
7. WARTUNG
aufrechterhalten zwischen einer nicht abschmelzenden Elektrode
______________________________________________________
(Wolfram) und dem Werkstück. Die Wolframelektrode wird von einem
Brenner gehalten, der geeignet ist, den Schweißstrom zu übertragen
ACHTUNG! VOR BEGINN DER WARTUNGSARBEITEN IST
und die Elektrode ebenso wie das Schweißbad durch Inertgas
(normalerweise Argon Ar 99,5%), das aus der Keramikdüse austritt,
S I C H E R Z U S T E L L E N , DA S S D I E S C H W E I S S M A S C H I N E
vor der atmosphärischen Oxidation zu schützen
(ABB. M)
.
AUSGESCHALTET UND VOM VERSORGUNGSNETZ GETRENNT
Damit die Schweißung gelingt, muß unbedingt der exakt richtige
IST.
Elektrodendurchmesser mit dem exakt richtigen Stromwert verwendet
______________________________________________________
werden, siehe Tabelle
(TAB. 6)
.
Der normale Überstand der Elektrode über der Keramikdüse beträgt
PLANMÄSSIGE WARTUNG:
2-3mm und kann beim Winkelschweißen bis zu 8mm erreichen.
DIE PLANMÄSSIGEN WARTUNGSTÄTIGKEITEN KÖNNEN VOM
Die Schweißung erfolgt durch Verschmelzen der beiden Nahtränder.
SCHWEISSER ÜBERNOMMEN WERDEN.
Für dünnwandige Werkstoffe, die auf geeignete Weise vorbereitet
wurden (etwa bis zu 1 mm Dicke) ist kein Zusatzmaterial erforderlich
Brenner
(FIG. N)
.
- Der Brenner und sein Kabel sollten möglichst nicht auf heiße Teile
Für größere Dicken sind Schweißstäbe erforderlich, die genauso
gelegt werden, weil das Isoliermaterial schmelzen würde und der
zusammengesetzt sind wie der Grundwerkstoff und den geeigneten
Brenner bald betriebsunfähig wäre;
Durchmesser haben. Die Ränder sind auf geeignete Weise zu
- Es ist regelmäßig zu prüfen, ob die Leitungen und Gasanschlüsse
präparieren
(ABB. O)
. Damit die Schweißung gelingt, sollten die
dicht sind;
Werkstücke sorgfältig gereinigt werden und frei von Oxiden, Öl, Fett,
- Bei jedem Wechsel der Drahtspule ist die Drahtführungsseele mit
Lösungsmitteln etc. sein.
trockener Druckluft zu durchblasen (max 5 bar) und auf ihren
Zustand hin zu überprüfen;
LIFT-Zündung:
- Kontrollieren Sie mindestens einmal täglich folgende Endstücke des
Der elektrische Lichtbogen wird gezündet, indem man die
Brenners auf ihren Verschleißzustand und daraufhin, ob sie richtig
Wolframelektrode vom Werkstück entfernt. Diese Art der Zündung
montiert sind: Düse, Kontaktrohr, Gasdiffusor.
verursacht weniger Störungen durch elektrische Abstrahlungen und
verringer t die Wolframeinschlüsse und den Elektrodenverschleiß auf
Drahtzufuhr
ein Minimum.
- P r ü fe n S i e d i e D ra h t vo r s c h u b r o l l e n h ä u f i g e r a u f i h r e n
Vorgehensweise:
Verschleißzustand. Metallstaub, der sich im Schleppbereich
Die Elektrodenspitze mit leichtem Druck auf dem Werkstück
angesammelt hat, ist regelmäßig zu entfernen (Rollen und
aufsetzen. Die Elektrode mit einigen Augenblicken Verzögerung um 2-
Drahtführung am Ein- und Austritt).
3 m m a n h e b e n , b i s d e r L i c h t b o g e n g e z ü n d e t i s t . D i e
Schweißmaschine gibt anfänglich einen Strom I
. Nach einigen
GRUND
AUSSERPLANMÄSSIGE WARTUNG:
Momenten wird der eingestellte Schweißstrom bereitgestellt.
AUSSERPLANMÄSSIGE WARTUNGEN DÜRFEN NUR VON
FACHPERSONAL AUS DEM BEREICH ELEKTROMECHANIK
WIG DC-Schweißen
DURCHGEFÜHRT WERDEN.
Das WIG DC-Verfahren eignet sich zum Schweißen sämtlicher niedrig
______________________________________________________
und hoch legierten Kohlenstoffstähle sowie der Schwermetalle Kupfer,
Nickel, Titan und ihrer Legierungen.
VORSICHT! BEVOR DIE TAFELN DER SCHWEISSMASCHINE
Zum WIG DC-Schweißen mit Elektrodenanschluß am Pol (-) wird
ENTFERNT WERDEN, UM AUF IHR INNERES ZUZUGREIFEN, IST
grundsätzlich eine Elektrode mit 2% Ceriumanteil (grauer
SICHERZUSTELLEN, DASS SIE ABGESCHALTET UND VOM
Farbstreifen) benutzt.
VERSORGUNGSNETZ GETRENNT IST.
Die Wolframelektrode muß axial mit der Schleifscheibe angespitzt
Werden Kontrollen durchgeführt, während das Innere der
werden, siehe
ABB. P;
achten Sie darauf, daß die Spitze genau
Schweißmaschine unter Spannung steht, besteht die Gefahr
konzentrisch ist, um die Ablenkung des Lichtbogens zu verhindern. Es
eines schweren Stromschlages bei direktem Kontakt mit
ist wichtig, daß in Längsrichtung der Elektrode geschliffen wird. Die
spannungsführenden Teilen oder von Verletzungen beim direkten
Elektrode ist - je nach Gebrauchsintensität und Verschleiß wiederholt
Kontakt mit Bewegungselementen.
in regelmäßigen Abständen nachzuschleifen. Geschliffen werden
______________________________________________________
muß auch, wenn sie versehentlich verunreinigt, oxidiert, oder nicht
korrekt verwendet wurde.
- Regelmäßig und in der Häufigkeit auf die Verwendungsweise und die
Staubentwicklung am Arbeitsort abgestimmt, muß das Innere der
SCHWEISSEN MIT UMHÜLLTER ELEKTRODE MMA
Schweißmaschine inspiziert werden. Der Staub, der sich auf
- Befolgen Sie auf jeden Fall dei Angaben des Hersteller über die Art
Transformator, Reaktanz und Gleichrichter abgelagert hat, ist mit
der Elektrode, die richtige Polarität sowie den optimalen Stromwert.
trockener Druckluft abzublasen (max 10 bar).
- 27 -
Haben Sie noch Fragen?Haben Sie Ihre Antwort nicht im Handbuch gefunden oder haben Sie andere Probleme? Stellen Sie Ihre Frage in dem unten stehenden Formular und beschreiben Sie Ihre Situation genau, damit andere Personen und Experten sie beantworten können. Wenn Sie wissen, wie Sie das Problem einer anderen Person lösen können, teilen Sie es ihr bitte mit :)