Telwin ENTERPRISE PLASMA 160 HF - Bedienungsanleitung - Seite 8

















voreingestellt. Geht er nicht innerhalb dieser Dauer über, wird der
PLANMÄSSIGE WARTUNG
Schneidzyklus automatisch gesperrt und nur die Kühlluftzufuhr aufrecht
D I E P L A N M Ä S S I G E N W A R T U N G E N K Ö N N E N V O M
erhalten.
MASCHINENBEDIENER AUSGEFÜHRT WERDEN.
Um den Zyklus wieder aufzunehmen, muss der Brennerknopf
losgelassen und erneut gedrückt werden.
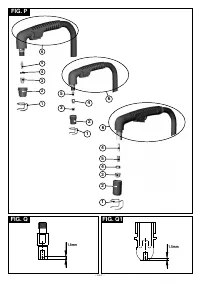
BRENNER (ABB. P)
Kurzschlusszündung
Regelmäßig, in Abhängigkeit von der Gebrauchsintensität oder beim
Diese Art der Zündung ist typisch für Modelle mit Stromstärken unter
Auftreten von Schneidfehlern, muss der Verschleißzustand der vom
50A.
Plasmabogen erfassten Brennerteile überprüft werden.
Der Zyklusbeginn wird durch die Bewegung der Elektrode innerhalb der
1- Abstandhalter.
Brennerdüse eingeleitet. Dabei wird ein Pilotlichtbogen zwischen
Austauschen, wenn er so stark verformt oder von Schlacken bedeckt
Elektrode (Minuspol) und Düse (Pluspol) gezündet.
ist, dass die Brennerposition (Distanz und Rechtwinkligkeit)
Nähert man den Brenner dem Werkstück an, das mit dem Pluspol (+) der
unmöglich gehalten werden kann.
Stromquelle verbunden ist, wird der Pilotlichtbogen übertragen und
2- Düsenhalter.
schlägt einen Plasmabogen zwischen Elektrode (-) und Werkstück
Drehen Sie ihn von Hand vom Brennerkopf ab. Er ist sorgfältig zu
(Schneidlichtbogen).
reinigen und bei Schäden zu ersetzen (Brandspuren, Verformungen
Der Pilotlichtbogen erlischt, sobald sich der Plasmabogen zwischen
oder Risse). Prüfen Sie, ob das obere Metallteil intakt ist (Sicherheits-
Elektrode und Werkstück gebildet hat.
Aktuator des Brenners).
Die Haltedauer des Pilotlichtbogens wird werkseitig auf 2 Sekunden
3- Düse.
voreingestellt. Geht er nicht innerhalb dieser Dauer über, wird der Zyklus
Prüfen Sie die Öffnung für den Durchgang des Plasmalichtbogens
automatisch gesperrt und nur die Kühlluftzufuhr aufrecht erhalten.
sowie die Innen- und Außenflächen auf Verschleiß. Ist das Loch weiter
Um den Zyklus wieder aufzunehmen, muss der Brennerknopf
als auf den ursprünglichen Durchmesser geweitet oder verformt,
losgelassen und erneut gedrückt werden.
muss die Düse ausgetauscht werden. Wenn die Oberflächen stark
oxidiert sind, müssen sie mit hochfeinem Schleifpapier gereinigt
Vorbereitende Schritte.
werden.
Vor Beginn der Schneidarbeiten muss durch Untersuchen des
4- Luftverteilring.
Brennerkopfes überprüft werden, ob die Verbrauchsteile richtig montiert
Prüfen Sie, ob Brandspuren oder Risse vorhanden sind oder ob die
sind. Die Vorgehensweise ist im Abschnitt "BRENNERWARTUNG"
Luftführungsöffnungen zugesetzt sind. Bei Schäden sofort ersetzen.
erläuter t.
5- Elektrode.
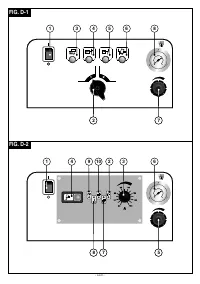
- Die Stromquelle einschalten und den Schneidstrom (ABB. B, C) an die
Die Elektrode muss ersetzt werden, wenn der Schweißkrater, der sich
Dicke und die Art des zu trennenden Metallwerkstoffes anpassen. In
auf der abgebenden Oberfläche bildet, etwa 1,5 mm tief ist (ABB. Q,
TAB. 3 ist die Schneidgeschwindigkeit in Abhängigkeit von der Dicke
Q1).
für die Werkstoffe Aluminium, Eisen und Stahl aufgeführt.
6- Aggregat aus Brenner, Griff und Kabel.
- Den Brennerknopf drücken und loslassen, um Druckluft ausströmen
Normalerweise bedürfen diese Komponenten keiner aufwendigen
zu lassen (
³
30 Sekunden Luftnachströmung).
Wartung, sondern müssen nur regelmäßig inspiziert und sorgfältig
- Während dieser Phase den Luftdruck so einstellen, dass auf dem
ohne Lösungsmittel jedweder Art gereinigt werden. Wenn an der
Manometer je nach verwendetem Brenner der gewünschte Wert in
Isolierung Schäden wie Brüche, Risse oder Brandspuren festgestellt
“bar” erscheint (TAB. 2).
werden, oder wenn elektrische Leiter gelockert sind, kann der
- Den Druckluftknopf betätigen, damit Luft aus dem Brenner austritt.
B r e n n e r n i c h t w e i t e r v e r w e n d e t w e r d e n , w e i l d i e
- Den Regler bedienen: Zum Entsperren nach oben ziehen und drehen,
Sicherheitsanforderungen nicht erfüllt sind.
um den Druck auf den Wert zu regeln, der unter den TECHNISCHEN
In diesem Fall kann die Reparatur (außerplanmäßige Wartung) nicht
DATEN DES BRENNERS ausgewiesen ist.
vor Or t ausgeführ t werden, sonder n ist einer autorisier ten
- Wenn der gewünschte Wert (bar) auf dem Manometer ablesbar ist,
Kundendienststelle zu übertragen, die in der Lage ist, nach der
den Regler wieder eindrücken, um ihn gegen Bedienung zu sperren.
Instandsetzung spezielle Abschlusstests vorzunehmen.
- Den Luftaustritt selbsttätig enden lassen, damit das Kondensat
Um Brenner und Kabel in einwandfreiem Zustand zu erhalten,
abgeführt wird, das sich möglicherweise im Brenner angesammelt
müssen einige Vorkehrungen ergriffen werden:
hat.
- Brenner und Kabel dürfen nicht mit heißen oder glühenden Teilen in
Wichtig:
Berührung gebracht werden.
- Kontaktschnitt (Brennerdüse berührt das Werkstück): Anwendbar bei
- Das Kabel darf keinen übermäßigen Zugbelastungen ausgesetzt
einem Strom von max. 40 bis 50 A (höhere Stromwerte würden die
werden.
Einheit aus Düse, Elektrode und Düsenhalter augenblicklich
- Das Kabel darf nicht an abstehenden, scharfen Kanten oder
zerstören).
schleifend wirkenden Oberflächen vorbeigeführt werden.
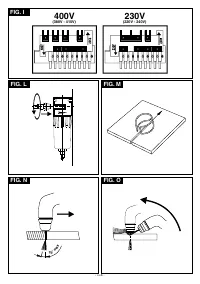
- Distanzschnitt (mit in den Brenner eingebautem Abstandhalter ABB.
- Legen Sie das Kabel in gleichmäßigen Windungen zusammen,
M): Anwendbar bei Stromstärken über 35 A;
wenn es länger ist als nötig.
- Elektrode und Düse mit Überlänge: Anwendbar, falls vorhanden.
- Nicht mit Fahrzeugen über das Kabel fahren oder darauf treten.
Achtung.
Schneidvorgang (ABB. N).
- Bevor Eingriffe am Brenner vorgenommen werden, muss er
- Die Brennerdüse dem Werkstückrand annähern (auf etwa 2 mm),
mindestens für die gesamte Dauer der "Luftnachströmung" abkühlen.
dann den Brenner knopf drücken. Nach etwa 1 Sekunde
- Von Sonderfällen einmal abgesehen, ist es ratsam, Elektrode und
(Luftvorströmung) zündet der Pilotlichtbogen.
Düse gleichzeitig auszutauschen.
- Wenn der Abstand angemessen ist, geht der Pilotlichtbogen
- Halten Sie die r ichtige Reihenfolge für die Montage der
a u g e n bl i ck l i c h a u f d a s We r k s t ü ck ü b e r u n d b i l d e t d e n
Brenner ko mponenten ein (die Demontage geht umgeke hr t
Schneidlichtbogen.
vonstatten).
- Den Brenner - gleichmäßig vorrückend - auf der Werkstückoberfläche
- Achten Sie darauf, dass der Verteilring richtig herum montiert wird.
entlang der idealen Schneidlinie bewegen.
- Bringen Sie den Düsenhalter wieder an, indem sie ihn von Hand mit
- Die Schneidgeschwindigkeit an die Werkstückdicke und die
leichtem Kraftaufwand festdrehen.
vorgegebene Stromstärke anpassen. Prüfen Sie, ob der von der
- Auf keinen Fall darf der Düsenhalter montiert werden, ohne zuvor die
unteren Werkstückfläche abgehende Lichtbogen entgegen der
Elektrode, den Verteilring und die Düse angebracht zu haben.
Vorschubrichtung einen Neigungswinkel von 5 - 10° zur Senkrechten
- Vermeiden Sie es, die Pilotlichtbogenzündung unnütz in freier Luft
annimmt.
aufrecht zu halten, weil sonst der Verschleiß der Elektrode, des
- Bei einem zu großen Abstand zwischen Brenner und Werkstück oder
Diffusors und der Düse zunimmt.
w e n n k e i n W e r k s t ü c k m e h r v o r h a n d e n i s t ( E n d e d e s
- Die Elektrode darf nicht zu stark angezogen werden, weil sonst die
Schneidvorgangs), wird der Lichtbogen sofort unterbrochen.
Gefahr besteht, dass der Brenner Schaden nimmt.
- Die Unterbrechung des Lichtbogens (Schneid- oder Pilotbogen) kann
- Die rechtzeitige und korrekte Kontrolle der Brennerverbrauchsteile ist
auch jederzeit durch Loslassen des Brennerknopfes erreicht werden.
von gr undlegender Bedeutung für die Sicherheit und die
Funktionsfähigkeit des Schneidsystems.
Lochen (ABB. M)
- Wenn an der Isolierung Schäden wie Brüche, Risse oder Brandspuren
Wenn diese Bearbeitung ansteht oder Starts in der Werkstückmitte
festgestellt werden, oder wenn elektrische Leiter gelockert sind, kann
erforderlich sind, muss mit geneigtem Brenner gezündet und der
d e r B r e n n e r n i c h t w e i t e r v e r w e n d e t w e r d e n , w e i l d i e
Brenner fortlaufend in die senkrechte Lage bewegt werden.
Sicherheitsanforderungen nicht erfüllt sind. In diesem Fall kann die
- Durch diese Vorgehensweise wird ver mieden, dass durch
Reparatur (außerplanmäßige Wartung) nicht vor Ort ausgeführt
Rückschläge des Lichtbogens oder geschmolzener Teilchen die
werden, sondern ist einer autorisier ten Kundendienststelle zu
Düsenöffnung zerstört und ihre Funktionsfähigkeit rasch verringer t
übertragen, die in der Lage ist, nach der Instandsetzung spezielle
wird.
Abschlusstests vorzunehmen.
- Lochungen von Werkstücken mit einer Dicke von bis zu 25% des für
den Gebrauch vo rgesehenen Höchstwer tes können direkt
Druckluftfilter (ABB. L)
vorgenommen werden.
- Der Filter führt automatisch jedes Mal das gebildete Kondensat ab,
wenn er von der Druckluftleitung getrennt wird.
- Inspizieren Sie den Filter in regelmäßigen Zeitabständen. Wenn
7. WARTUNG
Wasser im Becher festgestellt wird, kann es von Hand abgelassen
---------------------------------------------------------------------------------------------
werden, indem man den Entwässerungsanschluss nach oben umlegt.
- Wenn der Filtereinsatz stark verschmutzt ist, muss er ausgetauscht
werden, um übermäßigen Druckverlust auszuschließen.
ACHTUNG! VOR BEGINN DER WARTUNGSARBEITEN IST
SICHERZUSTELLEN, DASS DIE PLASMASCHNEIDEANLAGE
AUSSERPLANMÄSSIGE WARTUNG
AUSGESCHALTET UND VOM STROMNETZ GETRENNT IST.
AUSSERPLANMÄSSIGE WARTUNGEN DÜRFEN NUR VON
---------------------------------------------------------------------------------------------
ERFAHRENEM ODER QUALIFIZIERTEM PERSONAL AUS DEM
ELEKTROMECHANISCHEN BEREICH VORGENOMMEN WERDEN.
- 20 -
„Anleitung wird geladen“ bedeutet, dass Sie warten müssen, bis die Datei vollständig geladen ist und Sie sie online lesen können. Einige Anleitungen sind sehr groß, und die Zeit, bis sie angezeigt wird, hängt von Ihrer Internetgeschwindigkeit ab.
Weitere Modelle Schweissgeräte Telwin
-
 Telwin BIMAX 105
Telwin BIMAX 105
-
 Telwin BIMAX 132 TURBO
Telwin BIMAX 132 TURBO
-
 Telwin BIMAX 152 TURBO
Telwin BIMAX 152 TURBO
-
 Telwin BIMAX 162 TURBO
Telwin BIMAX 162 TURBO
-
 Telwin BIMAX 182 TURBO
Telwin BIMAX 182 TURBO
-
 Telwin BIMAX 4 165 TURBO
Telwin BIMAX 4 165 TURBO
-
 Telwin BIMAX 4 195 TURBO
Telwin BIMAX 4 195 TURBO
-
 Telwin INVERPULSE 320 MIG TIG MMA
Telwin INVERPULSE 320 MIG TIG MMA
-
 Telwin INVERPULSE 320 R A MIG TIG MMA
Telwin INVERPULSE 320 R A MIG TIG MMA
-
 Telwin INVERPULSE 425 MIG TIG MMA
Telwin INVERPULSE 425 MIG TIG MMA