Telwin ENTERPRISE PLASMA 160 HF - Bedienungsanleitung - Seite 7
















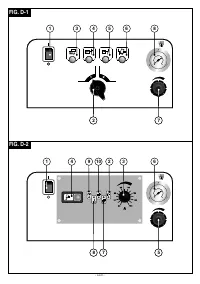

allgemeiner Alarm vorliegt (Abb. D-2
(8)
).
Sie leuchten auf, wenn der Luftdruck für den einwandfreien
ANSCHLÜSSE DES SCHNEIDSTROMKREISES
Brennerbetrieb nicht ausreicht.
---------------------------------------------------------------------------------------------
In dieser Phase kann die Maschine nicht in Betrieb genommen
werden.
ACHTUNG! BEVOR DIE FOLGENDEN ANSCHLÜSSE
Die Rückstellung erfolgt automatisch.
VORGENOMMEN WERDEN, IST SICHERZUSTELLEN, DASS DIE
S T R O M Q U E L L E A U S G E S C H A L T E T U N D V O M
5. INSTALLATION
STROMVERSORGUNGSNETZ GENOMMEN IST.
---------------------------------------------------------------------------------------------
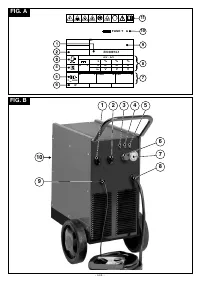
In Tabelle 1 (TAB. 1) sind für den jeweiligen von der Maschine
bereitgestellten Höchststrom die empfohlenen Werte für den Querschnitt
2
ACHTUNG! WÄHREND DER ARBEITEN ZUR INSTALLATION
des Rückleitungskabels (in mm ) ausgewiesen.
UND ZUR HERSTELLUNG DER ELEKTRISCHEN ANSCHLÜSSE
---------------------------------------------------------------------------------------------
M U S S D I E P L A S M A S C H N E I D E A N L A G E U N B E D I N G T
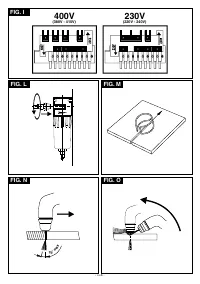
Druckluftanschluss (ABB. L).
AUSGESCHALTET UND VOM VERSORGUNGSNETZ GENOMMEN
- Bei den entsprechenden Modellen ist eine Druckluft-Verteilleitung mit
SEIN.
mindestens den Druck- und Durchsatzwerten erforderlich, die in
DIE ELEKTRISCHEN ANSCHLÜSSE DÜRFEN AUSSCHLIESSLICH
Tabelle 2 (TAB. 2) ausgewiesen sind.
V O N E R FA H R E N E N O D E R Q U A L I F I Z I E R T E N L E U T E N
VORGENOMMEN WERDEN.
WICHTIG!
---------------------------------------------------------------------------------------------
Der maximale Eingangsdruck von 8 bar darf nicht überschritten werden.
Druckluft, die erhebliche Mengen an Feuchtigkeit oder Öl enthält, kann
zu frühzeitigem Verschleiß der Verbrauchsteile führen oder den Brenner
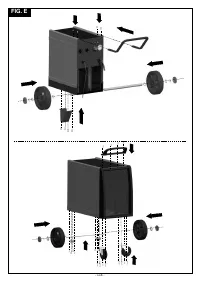
VORBEREITUNGEN (Abb. E)
schädigen. Sollten Zweifel zur Qualität der verfügbaren Druckluft
Die Maschine von der Transportverpackung befreien und die im
bestehen, empfiehlt sich der Einsatz eines Drucklufttrockners, der dem
Lieferumfang enthaltenen separaten Teile anbringen.
Eingangsfilter vorgeschaltet wird. Die Druckluftleitung ist über einen
Schlauch mit der Maschine zu verbinden. Montieren Sie eines der
Montage des Rückleitungskabels und der Masseklemme (Abb. F)
mitgelieferten Verbindungsstücke auf den Eingangsluftfilter, der sich auf
der Maschinenrückseite befindet.
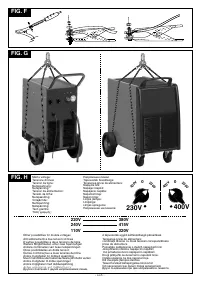
ANHEBEN DER MASCHINE
Die Maschine ist so anzuheben, wie in
Abb. G
dargestellt. Dies gilt für die
Anschluss des Kabels für die Rückleitung des Schneidstroms.
Erstinstallation, aber auch für die gesamte Lebensdauer der Maschine.
Das Kabel für die Rückleitung des Schneidstroms zum Werkstück oder
dem metallischen Auflagetisch ist unter Beachtung der folgenden
STANDORT DER MASCHINE
Vorkehrungen anzuschließen:
Wählen Sie den Installationsort der Maschine so aus, dass die
- Überprüfen Sie, ob ein einwandfreier elektrischer Kontakt hergestellt
Eingangs- und Ausgangsöffnungen für die Kühlluft hindernisfrei sind;
wird, insbesondere wenn Bleche mit isolierenden, oxidierten oder
stellen Sie gleichzeitig sicher, dass keine leitenden Stäube, korrosiv
ähnlich beeinträchtigenden Belägen geschnitten werden.
wirkenden Dämpfe, Feuchtigkeit oder Ähnliches angesaugt wird.
- Die Masse ist möglichst nahe dem Schneidbereich anzuschließen.
Lassen Sie um die Maschine einen Freiraum von mindestens 250 mm.
- Die Zweckentfremdung von Metallstrukturen, die nicht zum Werkstück
---------------------------------------------------------------------------------------------
gehören, als Schneidstrom-Rückleiter kann die Sicherheit gefährden
und zu mangelhaften Ergebnissen führen.
ACHTUNG! Stellen Sie die Maschine auf einer ebenen Fläche
- Die Masse darf nicht an dem Teil des Werkstücks angeschlossen
auf, die das Gewicht tragen kann, um das Umkippen oder
werden, der zu entfernen ist.
gefährliche Verlagerungen auszuschließen.
---------------------------------------------------------------------------------------------
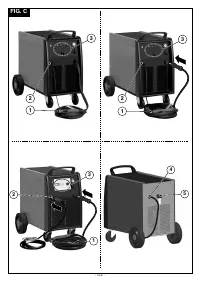
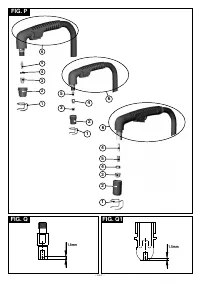
Anschluss des Plasmaschneidbrenners (ABB. B, C) (falls
NETZANSCHLUSS
vorhanden).
- Bevor elektrische Anschlüsse vorgenommen werden, ist zu prüfen, ob
Den Anschlussstift des Brenners ist so in den Zentralsteckanschluss auf
die Daten auf dem Typenschild der Stromquelle mit der Netzspannung
der Fronttafel der Maschine einzufügen, dass der Polschlüssel richtig
und der Netzfrequenz am Installationsort übereinstimmen.
sitzt. Den Feststellring im Uhrzeigersinn festdrehen, um den verlustfreien
- Die Stromquelle darf ausschließlich an ein Versorgungssystem mit
Luft- und Stromdurchgang sicherzustellen.
geerdetem Nullleiter angeschlossen werden.
Bei einigen Modellen ist der Brenner bei der Lieferung bereits an die
- Um den Schutz gegen indirekten Kontakt sicherzustellen, müssen
Stromquelle angeschlossen.
Leistungsschalter folgenden Typs verwendet werden:
WICHTIG!
Vor Beginn der Schneidearbeiten muss durch Untersuchen des
- Typ A (
).
Brennerkopfes geprüft werden, ob die Verbrauchsteile richtig montiert
- Um den Anforderungen der Norm EN 61000-3-11 (Flicker) zu
sind. Siehe dazu die Ausführungen im Kapitel "BRENNERWARTUNG".
genügen, wird empfohlen, die Stromquelle mit denjenigen
Anschlussstellen des Versorgungsnetzes zu verbinden, die eine
---------------------------------------------------------------------------------------------
Impedanz von unter Zmax = 0.2 ohm aufweisen.
ACHTUNG!
Stecker und Dose
SICHERHEIT DER PLASMASCHNEIDANLAGE.
Das Versorgungskabel ist mit einem ausreichend stromfesten
Nur das vorgesehene Brennermodell und die in TAB. 2 genannte
Normstecker (
3P + T
) zu verbinden. Eine Netzsteckdose mit
Kombination mit der Stromquelle garantiert, dass die vom
Schmelzsicherungen oder Leistungsschalter ausführen. Der zugehörige
H e r s t e l l e r v o r g e s e h e n e n S i c h e r u n g e n w i r k s a m s i n d
Erdungsanschluss muss mit dem Schutzleiter (gelbgrün) der
(Verriegelungssystem).
Versorgungsleitung verbunden werden. Tabelle 1 (
TAB. 1
) weist die
- VERWENDEN SIE KEINE Brenner oder deren Verbrauchsteile, die
empfohlenen Amperewerte der trägen Leitungssicherungen aus, deren
nicht original sind.
Dimensionierung sich einmal nach dem Nennstromwert richtet, der von
- VERSUCHEN SIE NICHT, BRENNER AN EINE STROMQUELLE
der Stromquelle maximal bereitgestellt wird und zum anderen nach der
ANZUKUPPELN, die für in dieser Anleitung nicht behandelte
nominellen Versorgungsspannung.
Schneid- oder Schweißverfahren gebaut sind.
Die Missachtung dieser Regeln kann die Gesundheit des Benutzers
Spannungsumstellung (Version mit I max
£
50A)
2
schwer gefährden und zu Schäden am Gerät führen.
Bei den Maschinen mit zwei Versorgungsspannungen muss die
---------------------------------------------------------------------------------------------
Sperrschraube am Griffknopf des Spannungsumschalters in die Position
gebracht werden, die der tatsächlich verfügbaren Leitungsspannung
6. PLASMASCHNEIDEN: VERFAHRENSBESCHREIBUNG
entspricht (
ABB. H
).
Der Plasmalichtbogen und das Anwendungsprinzip beim
Plasmaschneideverfahren.
Spannungsumstellung (Version mit I max
³
70A)
2
Plasma ist ein Gas, das durch Erhitzen auf äußerst hohe Temperaturen
Zum Umstellen der Spannung muss nach dem Abnehmen des Paneels
gebracht und durch Ionisierung elektrisch leitend wird. Diese
auf das Innere der Stromquelle zugegriffen werden. Der Klemmenblock
Schneidetechnik bedient sich des Plasmas, um den elektrischen
für den Spannungswechsel ist so einzurichten, dass der Anschluss, der
Lichtbogen auf das metallische Werkstück zu übertragen, das von der
auf dem entsprechenden Kennzeichenschild angegeben ist, mit der
Wärme geschmolzen und getrennt wird. Der Brenner arbeitet mit
verfügbaren Netzspannung übereinstimmt (
Abb. I
).
Druckluft, die sowohl für das Plasmagas, als auch für das Kühl- und
Schutzgas aus einer einzigen Speisequelle stammt.
Das Paneel muss anschließend mit den zugehörigen Schrauben wieder
HF-Zündung
sorgfältig angebracht werden.
Diese Art der Zündung wird typischerweise bei Modellen mit
Achtung!
Stromstärken von über 50 A verwendet.
Die Stromquelle verlässt das Werk mit der höchsten Spannung des
D e r Z y k l u s b e g i n n w i r d v o n e i n e m h o c h f r e q u e n t e n
Einstellungsbereichs:
Hochspannungslichtbogen eingeleitet ("HF"), der einen Pilotlichtbogen
Beispiel: U 400V
Ü
Spannung im Anfangszustand.
1
zwischen Elektrode (Minuspol) und Brennerdüse (Pluspol) zündet.
---------------------------------------------------------------------------------------------
Nähert man den Brenner an das Werkstück an, das mit dem Pluspol (+)
der Stromquelle verbunden ist, wird der Pilotlichtbogen übertragen und
ACHTUNG! Bei Missachtung der obigen Regeln wird das vom
schlägt einen Plasmabogen zwischen Elektrode (-) und Werkstück
Hersteller vorgesehene Sicherheitssystem (Klasse I) ausgehebelt.
(Schneidlichtbogen). Pilotlichtbogen und HF werden ausgeschaltet,
Schwere Gefahren für die beteiligten Personen (z. B. Stromschläge)
sobald sich der Plasmabogen zwischen Elektrode und Werkstück
und Sachwerte (z. B. Brand) sind die Folge.
gebildet hat.
---------------------------------------------------------------------------------------------
Die Haltedauer des Pilotlichtbogens ist werkseitig auf 2 Sekunden
- 19 -
„Anleitung wird geladen“ bedeutet, dass Sie warten müssen, bis die Datei vollständig geladen ist und Sie sie online lesen können. Einige Anleitungen sind sehr groß, und die Zeit, bis sie angezeigt wird, hängt von Ihrer Internetgeschwindigkeit ab.
Weitere Modelle Schweissgeräte Telwin
-
 Telwin BIMAX 105
Telwin BIMAX 105
-
 Telwin BIMAX 132 TURBO
Telwin BIMAX 132 TURBO
-
 Telwin BIMAX 152 TURBO
Telwin BIMAX 152 TURBO
-
 Telwin BIMAX 162 TURBO
Telwin BIMAX 162 TURBO
-
 Telwin BIMAX 182 TURBO
Telwin BIMAX 182 TURBO
-
 Telwin BIMAX 4 165 TURBO
Telwin BIMAX 4 165 TURBO
-
 Telwin BIMAX 4 195 TURBO
Telwin BIMAX 4 195 TURBO
-
 Telwin INVERPULSE 320 MIG TIG MMA
Telwin INVERPULSE 320 MIG TIG MMA
-
 Telwin INVERPULSE 320 R A MIG TIG MMA
Telwin INVERPULSE 320 R A MIG TIG MMA
-
 Telwin INVERPULSE 425 MIG TIG MMA
Telwin INVERPULSE 425 MIG TIG MMA