
Schweissgerät Awelco BLUEMIG 145 – Bedienungsanleitung im pdf-Format kostenlos online lesen. Wir hoffen, dass sie Ihnen helfen wird, alle Fragen zu lösen, die Sie bei der Bedienung Ihrer Geräte haben könnten.
Wenn Sie noch Fragen haben, stellen Sie diese bitte in den Kommentaren im Anschluss an die Anleitung.
Die Anleitung wird geladen bedeutet, dass Sie warten müssen, bis die Datei heruntergeladen ist und Sie sie online lesen können. Einige Anleitungen sind sehr umfangreich, weshalb es von Ihrer Internetgeschwindigkeit abhängt, wie lange es dauert, bis sie angezeigt werden.






3.2. DRAHTVORSCHUBMOTOR
Versichern Sie sich, daß die Furche der Drahtvorschubspule den
gleichen Durchmesser des Drahtes hat. Auf der Seitenfläche der Spule
ist der zu gebrauchende Durchmesser gedruckt. Die Schweißgeräte sind
mit gerändelten Rollen versehen zum Fülldrahtschweissen ohne
Schutzgas. Zum Schweissen von festen Drähten, ersetzen Sie die Rolle
des Drahtvorschubmotors mit einer Rolle mit
V
förmigen Nuten für
Stahldraht und
U
förmigen Nuten für Aluminiumdraht. Fragen Sie ihr
Fachhandler oder die Herstellerfirma die entsprechenden Rollen und
Druckregler an, wenn Sie das Schweissgerät mit Schutzgas gebrauchen
wollen.
3.3. EINFÜHRUNG DES DRAHTES
1. Den Federarm auskuppeln (1) und gegen oben drehen (2), so dass es
vom Führungsrad entfernt wird (3). Sich vergewissern, dass der
Führungsrad der Drahtdurchmesser, das man gebraucht sichtlich signiert
ist.
2. Mit Vorsicht den Draht von der Drahtspule lösen. Um lästige
Abrollungen zu verhindern, bis zum Punkt (5) gespannt halten.
3. Die ersten 100 mm des Drahtes oder das ganze nicht total gerade Teil
abschneiden.
4. Den Draht in der Führung einfügen (4), über der Führungsrolle (3) und
dann in den Kapillarrohr einfügen (5).
5. Den Drahthalterarm schließen, indem man die Feder geladen hält. Die
Spule drehen, so dass der Draht noch mehr gelockert wird.
6. Den Drahtdruckregulierungsschalter ist auf Halbdruck reguliert. Im
Falle, dass der Druck zu hoch ist (Gefahr, dass der Draht abgeflacht
wird), den Schalter abschrauben, so dass der Druck vermindert wird. Ein
höherer Druck ist erfragt im Falle des Gebrauchs des Drahtes von 0,6
mm. Falls die Führungsrolle rutscht, muss man den Druck erhöhen bis
der Draht regelmäßig vorrückt.
7. Die Gasführungsdüse und die Kontaktspitze von der
Schweißbrennerpistole entfernen.
8. Den Schalter auf die Position „ON” einstellen. („I”)
9. Den Schweißbrennerkabel so ziehen, so dass er gerade ist.
10. Den Schweißbrennerdrücker drücken und den Draht alimentieren bis
dieser am Ende der Pistole erscheint ( Achtung: die Pistole nicht gegen
sich selbst oder andere Personen richten), dann den Drücker wieder
loslassen.
11. Die Maschine ausschalten, indem die Position „OFF” („O”) eingestellt
wird.
12. Die Kontaktspitze und die Gasdüse wiedereinsetzen.
13. Den Draht 6-10 mm über der Spitze abschneiden. Nun ist die
Maschine bereit für das Schweißen.
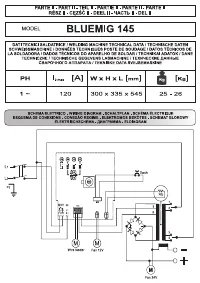
3.4. VERBINDUNG DES SCHLAUCHPAKETS
Ist das Schlauchpaket direkt verbunden und somit schon gebrauchsfähig.
Ein eventueller Austausch muß mit extremer Vorsicht, oder besser direkt
von einem Fachmann vorgenommen werden. Um die
Gasausgangsspitze auszutauschen ist es ausreichend, sie
abzuschrauben oder nach außen hin zu ziehen. Die Gasausgangsspitze
ist jedesmal rauszunehmen, wenn die Drahtvorschubdüse ausgetauscht
werden muß. Es ist zu beachten, daß der Durchmesser der Düse immer
dem des Drahtes gleich ist. Die Gasausgangsspitze muß ständig
saubergehalten werden.
4. SCHWEIßARTEN
4.1. DURCHGEHENDE SCHWEIßUNG
Dieses ist das verbreiteste Schweißsystem. Ist das Gerät einmal zum
Schweißen vorbereitet, reicht das Drücken der Lötgebläsetaste, um die
Schweißarbeiten verrichten zu können. Sind die Schweißarbeiten
beendet, ist es ausreichend die Schweißbrennertaste loszulassen.
4.2. GASDRUCK
Der Gasdruck muß so geregelt werden, daß die entsprechende
Versorgung zwischen 6 und 12 Litern liegt. Die W ahl des Gasdruckes ist
jedoch sehr individuell.
4.3. GAS - NO GAS SCHWEIßUNG
4.3.1. GAS
- Die Klemme des Schweißbrenners mit dem positiven “+”
Auslaß und die Zange der Erdung mit dem negativen “-” Auslaß
verbinden.
4.3.2. NO GAS
- Die Zange der Erdung in die positive “+” Verbindung
und die Klemme des Schweißbrenners in die negative “- “ Verbindung
einsetzen.
4.4. MIG - MAG SCHWEIßUNG
A) MIG
=
M
etal
I
nert
G
as
B) MAG
=
M
etal
A
ctive
G
as
Beide Vorgänge sind sich völlig gleich, nur der angewendete Gastyp
ändert.
Für den Punkt A) ist das gebrauchte Gas ARGON (Edelgas)
Für den Punkt B) ist das gebrauchte Gas CO
2
(aktives Gas)
Um die Aluminium- oder Stahllote zu schweißen, ist es erforderlich reines
ARGON – Gas anzuwenden.
Das CO
2
Gas allein kann nur bei Schweißungen von Kohlenstahl (Eisen)
verwendet werden.
5. SCHWEIßANLEITUNG
5.1. ALLGEMEINE REGEL
Bei einer Schweißung, die auf das Minimum gestellt ist, ist es wichtig
darauf zu achten, daß die Länge des Lichtbogens kurz ist. Dieses ergibt
sich sofern man den Schweißbrenner mit etwa 60 Grad Neigung so nah
wie möglich an den zu schweissenden Teil hält. Die Länge des
Lichtbogens kann verringert werden, indem man nach und nach die
Stromstärke erhöht. Dabei kann es auch zu einem Abstand von zirc a
20mm kommen.
5.2. ALLGEMEINE RATSCHLÄGE
Von Zeit zu Zeit ist es durchaus möglich Mängel bei der Schweissung
festzustellen. Diese Mängel können jedoch vermieden werden, sofern die
folgenden Ratschläge beachtet werden:
· Porosität
Kleine Löcher in der Schweißnaht, ( ähnlich denen der Oberfläche der
Schokolade ) verursacht durch die Unterbrechung des Gasflusses oder
durch das Eindringen von kleinen Fremdkörpern. Das gebräuchlichste
Mittel ist das Schleifen und W iederschweißen der Schweißarbeit. Bevor
die Schweißarbeit erneut ausgeführt wird, kontrollieren Sie, daß der
Gasfluß ( ca. 8l/min.) korrekt eingestellt ist und daß das W erkstück frei
vor Verschmutzungen ist . Darauf achten, daß der Schweißbrenner beim
Schweißen richtig geneigt wird.
· Bespritzung
Kleine, geschmolzene Metalltropfen , die vom Lichtbogen hervorgerufen
werden. In kleinen Mengen ist es unvermeidbar, aber es kann auf ein
Minimum reduziert werden, wenn der Strom - und Gasfluß genau
eingestellt werden und der Schweißbrenner immer saubergehalten wird.
· Schmale und abgerundete Schweißnaht
Die Ursache ist eine zu schnelle Führung des Schweißbrenners oder ein
nicht gut geregelter Gasfluß.
· Dicke und breite Schweissnaht
Die Ursache kann eine zu langsame Führung des Schweißbrenners sein.
· Drahtenende angebrannt
Kann durch ein zu langsamer Vorschub des Drahtes, durch gelockerte
oder abgenutzte Kabelführungsspitze, geringe Kabelqualität, durch eine
zu geschlossene Gasrohrspitze oder ein zu hoher Stromfluß verursacht
werden.
· Geringes Eindringen der Schweißnaht
Kann durch ein zu schnelles Führen des Schweißbrenners, eine zu
Haben Sie noch Fragen?Haben Sie Ihre Antwort nicht im Handbuch gefunden oder haben Sie andere Probleme? Stellen Sie Ihre Frage in dem unten stehenden Formular und beschreiben Sie Ihre Situation genau, damit andere Personen und Experten sie beantworten können. Wenn Sie wissen, wie Sie das Problem einer anderen Person lösen können, teilen Sie es ihr bitte mit :)