Telwin SUPERIOR TIG 422 AC DC HF LIFT - Bedienungsanleitung - Seite 7

Schweissgerät Telwin SUPERIOR TIG 422 AC DC HF LIFT – Bedienungsanleitung, kostenlos online im PDF-Format lesen. Wir hoffen, dass dies Ihnen hilft, etwaige Fragen zu klären. Wenn Sie noch Fragen haben, kontaktieren Sie uns bitte über das Kontaktformular.









- 22 -
-
”AL6” :
Der Phasenausfallschutz der Versorgungsleitung hat ausgelöst.
-
”AL7” :
Übermäßige Staubablagerungen im Innern der Schweißmaschine,
Rückstellung durch:
- Reinigung des Maschineninnern;
- Taste Display der Bedientafel.
-
”AL8” :
Hilfsspannung außerhalb des zulässigen Bereichs.
Beim Abschalten der Schweißmaschine kann für einige Sekunden der Hinweis
”OFF”
erscheinen.
Zur Beachtung: SPEICHERUNG UND ANZEIGE DER ALARME
Mit jedem Alarm werden auch die zum Zeitpunkt des Alarms bestehenden
Maschineneinstellungen gespeichert. Die letzten 10 Alarme lassen sich wie folgt
aufrufen:
Einige Sekunden lang den Knopf
(6a)
“FERNSTEUERUNG” drücken.
Auf dem Display erscheint “AY.X”, wobei “Y” für die Alarmnummer (A0 ist der am
kürzesten zurückliegende, A9 der am weitesten zurückliegende Alarm) und “X” für
die Art des registrierten Alarms steht (1 bis 8, siehe AL1 ... AL8).
12-
Grüne Led, Netzversorgung ist hergestellt.
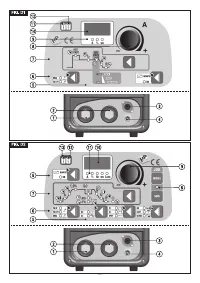
4.2.3 Vorderes Bedienfeld Abb. D2
1- Schnellsteckbuchse Plus (+) für den Stecker des Schweißkabels.
2-
Schnellsteckbuchse minus (-) für den Stecker des Schweißkabels.
3- Stecker für den Anschluss des Brennerknopfkabels.
4- Verbindungsstück für den Anschluss des Gasschlauches des WIG-
Brenners.
5-
Bedienfeld.
6-
Knöpfe für die Auswahl des Schweißverfahrens:
6a
FERNBEDIENUNG
Gestattet es, die Schweißparameter im Wege der Fernbedienung zu steuern.
6b
WIG - MMA
Betriebsart: Schweißen mit umhüllter Elektrode (MMA), WIG-Schweißen mit
Hochfrequenzzündung des Lichtbogens (WIG HF) und WIG-Schweißen mit
Kontaktzündung des Lichtbogens (WIG LIFT).
6c
AC/DC
Im Modus WIG kann zwischen dem Gleichstromschweißen (DC) und dem
Wechselstromschweißen (AC) gewählt werden (diese Funktion ist nur bei den
AC/DC-Modellen vorhanden).
6d
2T - 4T - SPOT
Im WIG-Modus kann zwischen 2-Takt-Steuerung, 4-Takt-Steuerung oder
Punktschweißtaktgeber (SPOT) gewählt werden.
6e
PULSE - PULSE EASY - BiLEVEL
Im WIG-Modus gestattet es der Knopf, zwischen den Schweißverfahren
“pulsiert’”, “pulsiert vordefiniert” oder “Bi-Level” zu wählen. Wenn die LEDs
erloschen sind, entspricht er dem Standardschweißprozess.
7- Knopf für die Auswahl der einzustellenden Parameter.
Der Knopf
dient zur Auswahl des Parameters, der mit dem Encoderdrehknopf
(9)
eingestellt wird.
Der Wert und die Maßeinheit werden vom Display
(10)
und der Led
(11)
angezeigt.
Zur Beachtung:
Die Parameter lassen sich beliebig einstellen. Es gibt jedoch
Wertekombinationen, die für das Schweißen keine praktische Bedeutung
haben und bei denen die Möglichkeit besteht, dass die Schweißmaschine nicht
einwandfrei arbeitet.
Zur
Beachtung:
WIEDERHERSTELLUNG
SÄMTLICHER
WERKSEINSTELLUNGEN (RESET)
Drückt man die Knöpfe (8) beim Einschalten gleichzeitig, werden alle
Schweißparameter auf den Standardwert zurückgesetzt.
7a
PRE-GAS
Im Modus WIG/HF ist dies die Gasvorströmdauer (PRE-GAS) in Sekunden
(Einstellbereich 0 bis 5 sec). Dadurch wird der Start erleichtert.
7b
ANFANGSSTROM (I
START
)
Im 2-Takt-WIG-Modus und im SPOT-Modus der Anfangsstrom IS, der bei
gedrücktem Brennerknopf für eine festgelegte Zeit aufrechterhalten wird
(Einstellung in Ampere).
Im Modus 4-Takt-WIG ist dies der anfängliche Stromwert Is, der für die
gesamte Betätigungsdauer des Brennerknopfes aufrechterhalten wird (in
Ampere).
Im Modus MMA ist dies der dynamische Überstrom “HOT-START”
(Einstellbereich 0 bis 100%). Auf dem Display wird angezeigt, um wie viel
Prozent der Wert den vorgewählten Schweißstrom überschreitet. Durch diese
Einstellung kann flüssiger geschweißt werden.
7c
ANFANGSRAMPE (t
START
)
Im WIG-Modus die Dauer der Anfangsstromrampe (von I
S
bis I
2
) (Einstellbereich
0.1 bis 10sec.). Bei OFF ist keine Rampe vorhanden.
7d
HAUPTSTROM (I
2
)
In den Modi WIG AC/DC und MMA ist dies der Ausgangsstrom I
2
. In den Modi
PULSIERT und BI-LEVEL ist dies der höchste Strom (Maximalstrom). Der
Parameter wird in Ampere gemessen.
7e
GRUNDSTROM - ARC FORCE
In den Modi WIG 4-Takt BI-LEVEL und WIG 4-Takt PULSIERT ist I
1
der
Stromwert, der während des Schweißens mit dem Hauptstromwert I
2
abwechseln kann. Der Wert wird in Ampere ausgedrückt.
Im Modus MMA ist dies der dynamische Überstrom “ARC-FORCE”
(Einstellbereich 0 bis 100%). Auf dem Display wird angezeigt, um wie viel
Prozent der Wert den vorgewählten Schweißstrom überschreitet. Durch diese
Einstellung wird der Schweißvorgang flüssiger, dem Verkleben der Elektrode
am Werkstück wird entgegengewirkt.
7f
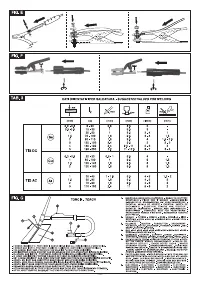
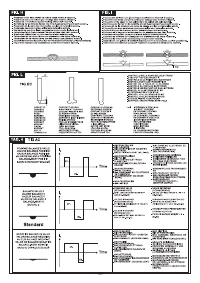
FREQUENZ
Im Modus WIG PULSIERT ist dies die Pulsationsfrequenz. Bei den AC/
DC-Modellen ist dies im Modus WIG AC (bei abgeschalteter Pulsation) die
Frequenz des Schweißstroms.
7g
BALANCE
Im Modus WIG PULSIERT ist dies das (prozentuale) Verhältnis zwischen der
Dauer, in welcher der Strom auf dem höchsten Level ist (Hauptschweißstrom)
und der gesamten Pulsationsperiode. Außerdem zeigt dieser Parameter
bei den AC/DC-Modellen im Modus WIG AC (bei abgeschalteter Pulsation)
das (prozentuale) Verhältnis zwischen der Dauer, in welcher der von EN-
(negative Elektrode) ausgehende Strom positiv gepolt ist und der gesamten
Wechselstromperiode. Je höher der Wert EN-, desto größer der Einbrand
(Einstellung in %)
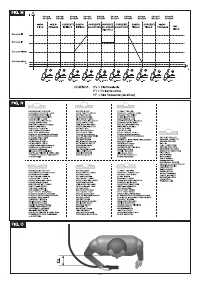
(TAB. 4)
.
7h
PUNKTSCHWEISSDAUER
Im Modus WIG (SPOT) ist dies die Schweißdauer (Einstellbereich 0.1 bis
10sec.).
7k
ENDRAMPE (t
END
)
Im WIG-Modus die Dauer der Stromendrampe (von I
2
bis Ie) (Einstellbereich
0.1 bis 10sec.). Bei OFF ist keine Rampe vorgegeben.
7l
ENDSTROM (I
END
)
Im Modus WIG 2-Takt ist dies der Endstrom I
e
nur, wenn die ENDRAMPE
(7k)
auf einen Wert von über null eingestellt ist (>0.1 sec.).
Im Modus WIG 4-Takt ist dies der Endstrom I
e
für die gesamte Betätigungsdauer
des Brennerknopfes.
Die Größen werden in Ampere ausgedrückt.
7m
POSTGAS
Im Modus WIG die Gasnachströmdauer in Sekunden (Einstellbereich 0.1
bis 25sec.). Dadurch werden Elektrode und Schmelzbad vor Oxidation
geschützt.
7n
VORHEIZEN ELEKTRODE
Im Modus WIG AC ist dies das Produkt aus Strom * Vorheizzeit der
Wolframelektrode beim Zünden des Lichtbogens.
8- JOB
Knöpfe
“RECALL”
und
“SAVE”
für die Speicherung und den Aufruf von
individuellen Programmen.
9- Drehknopf des Encoders für die Einstellung der mit der Taste (7) anwählbaren
Schweißparameter.
10- Alphanumerisches Display.
11- Rote Led für die Maßeinheit.
12- Grüne Led, Netzversorgung eingeschaltet.
13- LED zur ALARMMELDUNG (Störabschaltung der Maschine).
Die Rückstellung erfolgt automatisch bei Beseitigung der Alarmursache.
Mögliche Alarmmeldungen auf dem Display
(10)
:
- ”AL1” :
Der Thermoschutz des Primärkreises hat ausgelöst.
„Anleitung wird geladen“ bedeutet, dass Sie warten müssen, bis die Datei vollständig geladen ist und Sie sie online lesen können. Einige Anleitungen sind sehr groß, und die Zeit, bis sie angezeigt wird, hängt von Ihrer Internetgeschwindigkeit ab.
Weitere Modelle Schweissgeräte Telwin
-
 Telwin BIMAX 105
Telwin BIMAX 105
-
 Telwin BIMAX 132 TURBO
Telwin BIMAX 132 TURBO
-
 Telwin BIMAX 152 TURBO
Telwin BIMAX 152 TURBO
-
 Telwin BIMAX 162 TURBO
Telwin BIMAX 162 TURBO
-
 Telwin BIMAX 182 TURBO
Telwin BIMAX 182 TURBO
-
 Telwin BIMAX 4 165 TURBO
Telwin BIMAX 4 165 TURBO
-
 Telwin BIMAX 4 195 TURBO
Telwin BIMAX 4 195 TURBO
-
 Telwin ENTERPRISE PLASMA 160 HF
Telwin ENTERPRISE PLASMA 160 HF
-
 Telwin INVERPULSE 320 MIG TIG MMA
Telwin INVERPULSE 320 MIG TIG MMA
-
 Telwin INVERPULSE 320 R A MIG TIG MMA
Telwin INVERPULSE 320 R A MIG TIG MMA