Telwin SUPERIOR TIG 422 AC DC HF LIFT - Bedienungsanleitung - Seite 6










- 21 -
- Selbstverdunkelnde Maske mit festem oder einstellbarem Filter.
- Gasanschlußstück und Gasleitung für die Verbindung mit der Argonflasche.
- Druckverminderer mit Manometer.
- WIG-Schweißbrenner.
3.TECHNISCHE DATEN
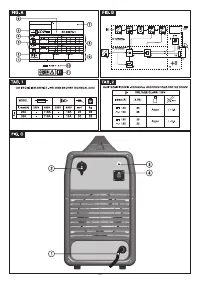
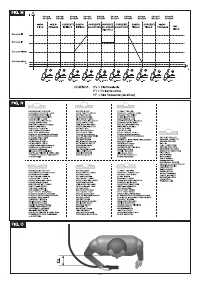
3.1 TYPENSCHILD MIT DEN GERÄTEDATEN (ABB. A)
Die wichtigsten Angaben über die Bedienung und Leistungen der Schweißmaschine
sind auf dem Typenschild zusammengefaßt:
1-
Schutzart der Umhüllung.
2-
Symbol der Versorgungsleitung:
1~: Wechselspannung einphasig;
3~: Wechselspannung dreiphasig.
3-
Symbol
S
: Weist darauf hin, daß Schweißarbeiten in einer Umgebung mit erhöhter
Stromschlaggefahr möglich sind (z. B. in der Nähe großer metallischer Massen).
4-
Symbol für das vorgesehene Schweißverfahren.
5-
Symbol für den inneren Aufbau der Schweißmaschine.
6-
EUROPÄISCHE Referenznorm für die Sicherheit und den Bau von
Lichtbogenschweißmaschinen.
7-
Seriennummer für die Identifizierung der Schweißmaschine (wird unbedingt
benötigt für die Anforderung des Kundendienstes, die Bestellung von Ersatzteilen
und die Nachverfolgung der Produktherkunft).
8-
Leistungen des Schweißstromkreises:
-
U
0
:
Maximale Leerlaufspannung.
-
I
2
/U
2
:
Entsprechender Strom und Spannung, normalisiert, die von der
Schweißmaschine während des Schweißvorganges bereitgestellt werden
können.
-
X :
Einschaltdauer: Gibt die Dauer an, für welche die Schweißmaschine den
entsprechenden Strom bereitstellen kann (gleiche Spalte). Wird ausgedrückt in
% basierend auf einem 10-minütigen Zyklus (Bsp: 60% = 6 Minuten Arbeit, 4
Minuten Pause usw.).
Werden die Gebrauchsfaktoren (Angaben des Typenschildes bezogen auf eine
Raumtemperatur von 40°C) überschritten, schreitet die thermische Absicherung
ein (die Schweißmaschine wird in den Stand-by-Modus versetzt, bis die
Temperatur den Grenzwert wieder unterschritten hat.
- A/V-A/V:
Gibt den Regelbereich des Schweißstroms (Minimum - Maximum) bei
der entsprechenden Lichtbogenspannung an.
9-
Kenndaten der Versorgungsleitung:
-
U
1
:
Wechselspannung und Frequenz für die Versorgung der Schweißmaschine
(Zulässige Grenzen ±10%):
-
I
1
max
:
Maximale Stromaufnahme der Leitung.
-
I
1eff
:
Tatsächliche Stromversorgung.
10-
: Für den Leitungsschutz erforderlicher Wert der trägen Sicherungen.
11-
Symbole mit Bezug auf Sicherheitsnormen. Die Bedeutung ist im Kapitel 1
“Allgemeine Sicherheit für das Lichtbogenschweißen” erläutert.
Anmerkung: Das Typenschild in diesem Beispiel gibt nur die Bedeutung der Symbole
und Ziffern wieder, die genauen Werte der technischen Daten für Ihre eigene
Schweißmaschine ist unmittelbar dem dort sitzenden Typenschild zu entnehmen.
3.2 SONSTIGE TECHNISCHE DATEN
- SCHWEISSMASCHINE: siehe Tabelle 1 (TAB. 1).
- BRENNER: siehe Tabelle 2 (TAB. 2).
Das Gewicht der Schweißmaschine ist in Tabelle 1 (TAB. 1) aufgeführt.
4. BESCHREIBUNG DER SCHWEISSMASCHINE
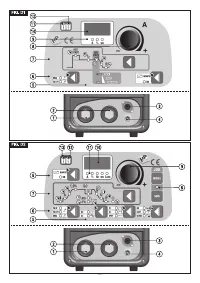
4.1 BLOCKSCHALTBILD
Die Schweißmaschine besteht im Wesentlichen aus Leistungs- und Steuermodulen
auf gedruckten und optimierten Schaltungen, die sehr zuverlässig arbeiten und
wartungsfreundlich sind.
Diese Schweißmaschine wird von einem Mikroprozessor gesteuert, der die Einstellung
einer großen Anzahl von Parametern und dadurch ein optimales Schweißergebnis unter
allen Bedingungen und auf jedem Material erlaubt. Um ihre Merkmale voll auszunutzen,
muß man sich jedoch mit den Betriebsmöglichkeiten auseinandersetzen.
Beschreibung (ABB. B)
1- Eingang einphasige Versorgungsleitung, Gleichrichteraggregat und
Ausgleichskondensatoren.
2- Transistor- und Treiberschaltbrücke (IGBT):
Schaltet die gleichgerichtete
Leitungsspannung in hochfrequente Wechselspannung um und regelt die
Leistung in Abhängigkeit vom erforderlichen Schweißstrom/-spannung.
3- Hochfrequenz-Transformator:
Die Primärwicklung wird mit der von Block 2
umgeformten Spannung gespeist; ihre Aufgabe ist es, Spannung und Strom an
die Werte anzupassen, die für das Lichtbogen-Schweißverfahren notwendig sind
und gleichzeitig den Schweißstromkreis galvanisch von der Versorgungsleitung
zu trennen.
4- Sekundär-Gleichrichterbrücke mit Glättungsdrossel:
Schaltet die von der
Sekundärwicklung bereitgestellte Wechselspannung / den bereitgestellten
Wechselstrom in Gleichstrom/-spannung mit sehr niedriger Welligkeit um.
5- Transistor- und Treiberschaltbrücke (IGBT):
Wandelt den Ausgangsstrom
der Sekundärwicklung für das WIG-AC-Schweißen von DC in AC um (falls
vorhanden).
6- Steuer- und Regelelektronik:
Steuert den momentanen Wert des
Schweißstromes und vergleicht ihn mit dem vom Bediener eingestellten Wert;
moduliert die Steuerimpulse der IGBT-Treiber und führt die Regelung durch.
7- Steuerlogik des Schweißmaschinenbetriebes:
gibt die Schweißzyklen vor,
steuert die Stellglieder, überwacht die Sicherheitssysteme.
8- Tafel für die Einstellung
und Anzeige der Betriebsparameter und Betriebsarten.
9- HF-Zündgenerator
(falls vorhanden)
.
10- Elektroventil Schutzgas EV.
11- Kühllüfter der Schweißmaschine.
12- Fernregelung.
4.2 STEUERUNGS-, REGELUNGS UND VERBINDUNGSEINRICHTUNGEN
4.2.1 HINTERE TAFEL (ABB. C)
1-
Versorgungskabel (2P + P.E) (1~); (3P + P.E) (3~).
2-
Hauptschalter O/OFF - I/ON.
3-
Verbindungsstück
für
Gasleitung
(Druckverminderer
Flasche
-
Schweißmaschine).
4-
Steckverbindung für Fernsteuerungen:
Mit der 14-poligen Steckbuchse auf der Rückseite lassen sich 3 verschiedene
Fernbedienungen an der Schweißmaschine anwenden. Jede Einrichtung wird
automatisch erkannt und gestattet die Regelung der folgenden Parameter:
- Fernsteuerung mit einem Potentiometer:
Durch Drehen am Potentiometerregler wird der Hauptstrom in einem Bereich
vom Mindest- bis zum Höchstwert verstellt. Die Einstellung des Hauptstroms
wird ausschließlich mit der Fernsteuerung bewerkstelligt.
- Pedal-Fernsteuerung:
Der Stromwert wird von der Pedalstellung bestimmt. Im 2-TAKT WIG-Modus
gibt die Betätigung des Pedals anstelle des Brennerknopfes den Startbefehl für
die Maschine.
- Fernsteuerung mit zwei Potentiometern:
Der erste Potentiometer regelt den Hauptstrom. Der zweite Potentiometer regelt
einen anderen Parameter, der vom aufgerufenen Schweißmodus abhängt. Beim
Drehen dieses Potentiometers wird der gerade verstellte Parameter angezeigt
(der nicht mehr mit dem Regler auf der Schalttafel gesteuert werden kann). Das
zweite Potenziometer hat die folgenden Funktionen: ARC FORCE im Modus
MMA und ENDRAMPE im Modus WIG.
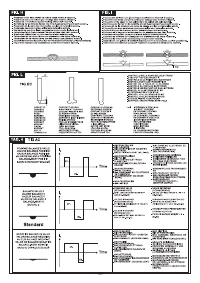
4.2.2 Vorderes Bedienfeld ABB. D1
1-
Schnellsteckbuchse Plus (+) für den Stecker des Schweißkabels.
2-
Schnellsteckbuchse minus (-) für den Stecker des Schweißkabels.
3-
Stecker für den Anschluss des Brennerknopfkabels.
4-
Verbindungsstück für den Anschluss des für den WIG-Brenner benutzten
Gasschlauches.
5-
Bedienfeld.
6-
Knöpfe für die Auswahl des Schweißverfahrens:
6a
FERNSTEUERUNG
Gestattet es, die Schweißparameter im Wege der Fernbedienung zu steuern.
6b
MMA-WIG LIFT
Betriebsart: Schweißen mit umhüllter Elektrode (MMA) und WIG-Schweißen
mit Kontaktzündung des Lichtbogens (WIG LIFT).
7- Knopf für die Auswahl der einzustellenden Parameter.
Knopf
dient zur Auswahl des Parameters, der mit dem Encoderknopf
(8)
eingestellt wird.
Der Wert und die Maßeinheit werden vom Display
(10)
und der Led
(9)
angezeigt.
Zur Beachtung:
Die Parameter lassen sich beliebig einstellen. Es gibt jedoch
Wertekombinationen, die für das Schweißen keine praktische Bedeutung
haben und bei denen die Möglichkeit besteht, dass die Schweißmaschine nicht
einwandfrei arbeitet.
Zur
Beachtung:
WIEDERHERSTELLUNG
SÄMTLICHER
WERKSEINSTELLUNGEN (RESET)
Drückt man beim Einschalten den Knopf
(7),
werden alle Schweißparameter auf
den Anfangswert zurückgesetzt.
7a
HOT START
Im Modus MMA ist dies der anfängliche Überstrom “HOT START”
(Einstellbereich 0 bis 100). Auf dem Display wird angezeigt, um wie viel
Prozent der Wert den eingestellten Schweißstrom überschreitet. Diese
Einstellung erleichtert den Start.
7b
HAUPTSTROM (I
2
)
Im Modus WIG und MMA ist dies der Schweißstrom in Ampere.
7c
ARC-FORCE
Im Modus MMA ist dies der dynamische Überstrom “ARC-FORCE”
(Einstellbereich 0 bis 100%). Auf dem Display wird angezeigt, um wie viel
Prozent der Wert den vorgewählten Schweißstrom überschreitet. Durch diese
Einstellung kann flüssiger geschweißt werden, dem Verkleben der Elektrode
am Werkstück wird entgegengewirkt, außerdem lassen sich mehreren
Elektrodenarten nutzen.
7d
ENDRAMPE (t
e
)
Im WIG-Modus ist dies die Dauer der Endrampe (Einstellbereich 0.1 bis
10sec.). Mit ihr wird der Schweißkrater am Ende der Naht vermieden (von I
2
auf 0).
7e
POSTGAS
Im Modus WIG ist dies die Gasnachströmdauer in Sekunden (Einstellbereich
0.1 bis 25sec.). Sie schützt die Elektrode und das Schmelzbad vor Oxidation.
8-
Drehknopf des Encoders für die Einstellung der mit der Taste
(7)
anwählbaren
Schweißparameter.
9-
Rote Led, weist die Maßeinheit aus.
10-
Alphanumerisches Display.
11-
LED zur ALARMMELDUNG (Störabschaltung der Maschine).
Die Rückstellung erfolgt automatisch bei Beseitigung der Alarmursache.
Mögliche Alarmmeldungen auf dem Display
(10)
:
- ”AL1” :
Der Thermoschutz des Primärkreises hat ausgelöst.
- ”AL2” :
Der Thermoschutz des Sekundärkreises hat ausgelöst.
- ”AL3” :
Der Überspannungsschutz der Versorgungsleitung hat ausgelöst.
- ”AL4” :
Der Unterspannungsschutz der Versorgungsleitung hat ausgelöst.
- ”AL5” :
Der primäre Übertemperaturschutz hat ausgelöst.
„Anleitung wird geladen“ bedeutet, dass Sie warten müssen, bis die Datei vollständig geladen ist und Sie sie online lesen können. Einige Anleitungen sind sehr groß, und die Zeit, bis sie angezeigt wird, hängt von Ihrer Internetgeschwindigkeit ab.
Weitere Modelle Schweissgeräte Telwin
-
 Telwin BIMAX 105
Telwin BIMAX 105
-
 Telwin BIMAX 132 TURBO
Telwin BIMAX 132 TURBO
-
 Telwin BIMAX 152 TURBO
Telwin BIMAX 152 TURBO
-
 Telwin BIMAX 162 TURBO
Telwin BIMAX 162 TURBO
-
 Telwin BIMAX 182 TURBO
Telwin BIMAX 182 TURBO
-
 Telwin BIMAX 4 165 TURBO
Telwin BIMAX 4 165 TURBO
-
 Telwin BIMAX 4 195 TURBO
Telwin BIMAX 4 195 TURBO
-
 Telwin ENTERPRISE PLASMA 160 HF
Telwin ENTERPRISE PLASMA 160 HF
-
 Telwin INVERPULSE 320 MIG TIG MMA
Telwin INVERPULSE 320 MIG TIG MMA
-
 Telwin INVERPULSE 320 R A MIG TIG MMA
Telwin INVERPULSE 320 R A MIG TIG MMA