Telwin INVERPULSE 625 MIG TIG MMA - Bedienungsanleitung - Seite 9










- 30 -
gespeicherten Parameter um.
Anmerkung. Wenn die Displays blinken und die Taste “SAVE” nicht noch einmal
innerhalb von 2 Sekunden gedrückt wird, erscheint auf den Displays “
No St
”,
und das Programm wird nicht gespeichert; die Displays kehren automatisch zur
ursprünglichen Anzeige zurück.
4.3.2.4 Vorgehensweise für den Aufruf eines personalisierten Programmes
(RECALL)
Vor dem Aufrufen eines Programmes ist zu prüfen, ob die ausgewählte Übergangsart
(PULSE ARC,
PULSE ARC PULSE-ON-PULSE,
SHORT/SPRY ARC oder “PRG=0”)
tatsächlich diejenige ist, mit der gearbeitet werden soll.
Anschließend wie folgt vorgehen
(siehe ABB. D)
:
a) Die Taste “RECALL” drücken.
b) Auf dem Display
(16)
erscheint “
Pr
”, auf dem Display
(15)
eine Nummer (zwischen
“1” und “10”).
c) Durch Drehen des Encoderreglers (egal ob
(13)
oder
(14)
) wird die Nummer
ausgewählt, unter der das gewünschte Programm abgespeichert wurde.
d) Erneut die Taste “RECALL” für länger als 2 Sekunden drücken.
e) Auf den Displays erscheint “
Ld Pr
”, das Programm wurde somit aufgerufen;
die Displays schalten automatisch nach 2 Sekunden auf die Werte des soeben
aufgerufenen Programmes um.
Anmerkung. Wenn die Taste “RECALL” nicht noch einmal länger als 2 Sekunden
gedrückt wird, ist auf den Displays “
No Ld
” zu erkennen und das Programm wird
nicht geladen; die Displays kehren automatisch zur Ursprungsanzeige zurück.
ANMERKUNGEN:
- WÄHREND DER BENUTZUNG DER TASTEN “SAVE” UND “RECALL”
LEUCHTET DIE LED “PRG” AUF.
- EIN AUFGERUFENES PROGRAMM KANN VOM SCHWEISSENDEN NACH
BELIEBEN VERÄNDERT WERDEN, ABER DIE GEÄNDERTEN WERTE
WERDEN NICHT AUTOMATISCH GESPEICHERT. SOLLEN DIE NEUEN
WERTE IM SELBEN PROGRAMM GESPEICHERT WERDEN, MUSS SO
VORGEGANGEN WERDEN, WIE ES FÜR DIE SPEICHERUNG BESCHRIEBEN
WURDE (siehe 4.3.2.3).
- DIE REGISTRIERUNG DER PERSONALISIERTEN PROGRAMME UND DIE
ABLAUFPLANUNG DER ZUGEHÖRIGEN PARAMETER IST SACHE DES
NUTZERS.
- IN DEN BETRIEBSARTEN ELEKTRODE MMA ODER WIG KÖNNEN KEINE
PERSONALISIERTEN PROGRAMME GESPEICHERT WERDEN.
5. INSTALLATION
VORSICHT! VOR BEGINN ALLER ARBEITEN ZUR INSTALLATION
UND ZUM ANSCHLUSS AN DIE STROMVERSORGUNG MUSS DIE
SCHWEISSMASCHINE UNBEDINGT AUSGESCHALTET UND VOM
STROMNETZ GETRENNT WERDEN.
DIE STROMANSCHLÜSSE DÜRFEN AUSSCHLIESSLICH VON FACHKUNDIGEM
PERSONAL DURCHGEFÜHRT WERDEN.
5.1 AUFBAU
- Den Wagen von der Verpackung befreien und nach der beiliegenden Anleitung
montieren.
- Die Schweißmaschine, die Drahtzufuhreinrichtung und, falls vorhanden, das
Kühlaggregat von der Verpackung befreien und auf den Wagen installieren.
ANMERKUNG: Den Polarisierungsstecker einfügen, wenn kein Kühlaggregat
GRA angeschlossen wird (ABB. E).
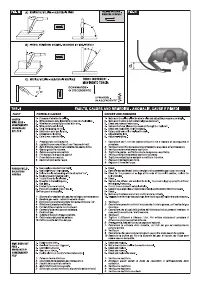
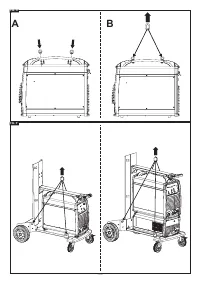
5.2 ANHEBEN DER SCHWEISSMASCHINE ODER DER SCHWEISSAUSRÜSTUNG
- Die Schweißmaschine muss angehoben werden, wie in der Abbildung
(ABB. O)
dargestellt, und zwar ohne abnehmbare Teile (Brenner, Gasschläuche, Kabel etc.),
die sich lösen könnten.
Die Befestigungsringe wie in der Abbildung gezeigt anordnen und mit den beiden
als Zubehör enthaltenen Schrauben M8x25 montieren.
Achtung:
Die Hebeösen mit Gewindebohrung M8 sind nicht im Lieferumfang
enthalten.
- Die Schweißausrüstung muss, wie in der Abbildung
(ABB. P)
dargestellt; ohne
abnehmbare Teile (Drahtzufuhreinrichtung, Flasche, Kabel, Fernbedienung)
angehoben werden, die sich lösen könnten.
Achtung:
Verwenden Sie gleichzeitig die 4 entsprechend eingerichteten
Hebestellen.
5.3 LAGE DER SCHWEISSMASCHINE
Suchen Sie den Installationsort der Schweißmaschine so aus, daß der Ein- und
Austritt der Kühlluft nicht behindert wird (Zwangsumwälzung mit Ventilator, falls
vorhanden); stellen Sie gleichzeitig sicher, daß keine leitenden Stäube, korrosiven
Dämpfe, Feuchtigkeit u. a. angesaugt werden.
Um die Schweißmaschine herum müssen mindestens 250mm Platz frei bleiben.
VORSICHT! Die Schweißmaschine ist auf einer flachen, ausreichend
tragfähigen Oberfläche aufzustellen, um das Umkippen und
Verschieben der Maschine zu verhindern.
5.4 NETZANSCHLUSS
5.4.1 Hinweise
Bevor die elektrischen Anschlüsse hergestellt werden, ist zu prüfen, ob die Daten
auf dem Typenschild der Schweißmaschine mit der Netzspannung und Frequenz am
Installationsort übereinstimmen.
Die Schweißmaschine darf ausschließlich mit einem Speisesystem verbunden
werden, das einen geerdeten Nulleiter hat.
Zum Schutz vor indirektem Kontakt müssen folgende Differenzialschaltertypen
benutzt werden:
- Typ A (
) für einphasige Maschinen;
- Typ B (
) für dreiphasige Maschinen.
Um den Anforderungen der Norm EN 61000-3-11 (Flicker) gerecht zu
werden, empfiehlt es sich, die Schweißmaschinen an den Schnittstellen des
Versorgungsnetzes anzuschließen, die eine Impedanz von unter Zmax = 0.283ohm.
- Die Schweißmaschine genügt nicht den Anforderungen der Norm IEC/EN 61000-3-12.
Wenn sie an ein öffentliches Versorgungsnetz angeschlossen wird, hat der
Installierende oder der Betreiber pflichtgemäß unter seiner Verantwortung zu
prüfen, ob die Schweißmaschine angeschlossen werden darf (falls erforderlich,
ziehen Sie den Betreiber des Verteilernetzes zurate).
5.4.2 Stecker und Buchse
Verbinden Sie mit dem Versorgungskabel einen Normstecker
(3P + T)
mit
ausreichender Stromfestigkeit und richten Sie eine Netzdose mit Schmelzsicherungen
oder Leistungsschalterein. Der zugehörige Erdungsanschluß muß mit dem Schutzleiter
(gelb-grün) der Versorgungsleitung verbunden werden.
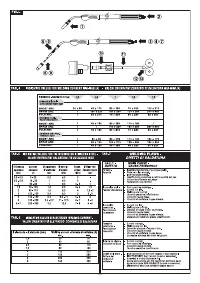
In Tabelle
(TAB.1)
sind die empfohlenen Amperewerte der trägen Leitungssicherungen
aufgeführt, die auszuwählen sind nach dem von der Schweißmaschine abgegebenen
max. Nennstrom und der Versorgungsnennspannung.
5.5. ANSCHLÜSSE DES SCHWEISSSTROMKREISES
VORSICHT! BEVOR DIE FOLGENDEN ANSCHLÜSSE VORGENOMMEN
WERDEN, IST SICHERZUSTELLEN, DASS DIE SCHWEISSMASCHINE
AUSGESCHALTET UND VOM VERSORGUNGSNETZ GENOMMEN IST.
In der Tabelle
(TAB. 1)
ist der empfohlene Wert für die Schweißkabel aufgeführt (in
mm
2
)
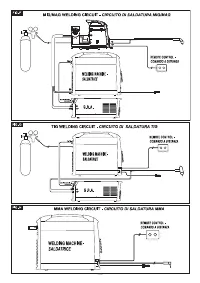
5.5.1 DRAHTSCHWEISSVERFAHREN MIG-MAG (ABB. F)
5.5.1.1 Anschluss der Gasflasche
- Den Druckverminderer auf das Ventil der Glasflasche schrauben. Bei Verwendung
von Argon oder einem Ar/CO
2
–Gemisch wird das als Zubehör mitgelieferte
Reduzierstück zwischengeschraubt.
- Den Gaszufuhrschlauch an den Reduzierer anschließen und die mitgelieferte
Schlauchschelle festziehen; dann das andere Schlauchende an das zugehörige
Verbindungsstück auf der Rückseite der Schweißmaschine anschließen und mit
der im Lieferumfang enthaltenen Schelle befestigen.
- Den Einstellring des Druckverminderers vor dem Öffnen des Flaschenventils
lockern.
5.5.1.2 Anschluss des Brenners
- Den Brenner in seine Aufnahmevorrichtung stecken und den Feststellring von Hand
fest anziehen.
- Den Brenner durch das Abnehmen der Düse und des Kontaktröhrchens auf die
erstmalige Drahtzuführung vorbereiten, denn in diesem Zustand tritt der Draht
leichter aus.
- Schweißstromkabel an den Schnellanschluss (+) legen.
- Steuerkabel an den zugehörigen Steckanschluss legen.
- In den Ausführungen mit wassergekühltem Brenner die Wasserleitungen an die
Schnellverbindungen legen.
- Um Überhitzungen und Leistungsverluste zu vermeiden, achten Sie darauf, dass
die Steckverbindungen fest sitzen.
- Den Gaszufuhrschlauch an den Reduzierer anschließen und die mitgelieferte
Schelle festziehen; dann das andere Schlauchende an das Verbindungsstück auf
der Rückseite der Schweißmaschine anschließen und mit der im Lieferumfang
enthaltenen Schelle fixieren.
5.5.1.3 Anschluß Schweißstrom-Rückleitungskabel
- Es wird mit dem Werkstück oder der Metallbank verbunden, auf dem es aufliegt,
und zwar so nah wie möglich an der Schweißnaht.
- Dieses Kabel ist an die Klemme mit dem Symbol (-) anzuschließen.
5.5.2 WIG-SCHWEISSEN (ABB.G)
5.5.2.1 Verbindung mit der Gasflasche
- Druckverminderer an das Ventil der Gasflasche schrauben. Dazwischen wird das
Reduzierstück gesetzt, das als Zubehör geliefert wird, wenn Argon oder Gemische
aus Argon/CO
2
verwendet werden.
- Gaszufuhrschlauch an den Druckverminderer anschließen und die mitgelieferte
Schlauchschelle festziehen; dann das andere Ende des Schlauches an der
zugehörigen Verbindungsstelle auf der Rückseite der Schweißmaschine
anschließen und mit der beiliegenden Schelle befestigen.
- Den Einstellring des Druckverminderers lockern, bevor das Flaschenventil geöffnet
wird.
5.5.2.2 Anschluß Schweißstrom-Rückleitungskabel
- Es wird mit dem Werkstück oder der Metallbank verbunden, auf dem es aufliegt,
und zwar so nah wie möglich an der Schweißnaht.
- Dieses Kabel ist an die Klemme mit dem Symbol (+) anzuschließen.
5.5.2.3 Anschluß des Brenners
- Verbinden Si den WIG-Brenner mit dem Schnellanschluß (-) auf der vorderen Tafel
der Schweißmaschine; schließen die Gasleitung und das Steuerkabel für den
Brenner an.
5.5.3 SCHWEISSEN MIT UMHÜLLTER ELEKTRODE MMA (ABB. H)
5.5.3.1 Anschluss der Elektrodenklemme
Nahezu sämtliche Arten von umhüllten Elektroden müssen an den Pluspol (+) des
Generators angelegt werden, nur sauer umhüllte Elektroden werden mit dem Minuspol
(-) verbunden.
Das Kabel der Elektrodenklemme an den Schnellanschluss (+) auf dem vorderen
Bedienfeld anschließen.
Anmerkung:
In einigen Fällen wird für die Elektrodenklemme der Minuspol (-)
empfohlen, prüfen Sie deshalb die Angaben des Elektrodenherstellers.
5.5.3.2 Anschluß Schweißstrom-Rückleitungskabel
- Es wird mit dem Werkstück oder der Metallbank verbunden, auf dem es aufliegt,
und zwar so nah wie möglich an der Schweißnaht.
- Dieses Kabel ist an die Klemme mit dem Symbol (-) anzuschließen.
5.5.4 EMPFEHLUNGEN
- Drehen Sie die Stecker der Schweißkabel so tief es geht in die Schnellanschlüsse,
damit ein einwandfreier elektrischer Kontakt sichergestellt ist; andernfalls überhitzen
sich die Stecker, verschleißen vorzeitig und büßen an Wirkung ein.
- Verwenden Sie möglichst kurze Schweißkabel.
- Vermeiden Sie es, anstelle des Schweißstrom-Rückleitungskabels metallische
Strukturen zu verwenden, die nicht zum Werkstück gehören; dadurch wird
die Sicherheit beeinträchtigt und möglicherweise nicht zufriedenstellende
Schweißergebnisse hervorgebracht.
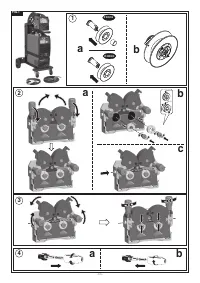
5.6 EINLEGEN DER DRAHTSPULE (ABB. I)
VORSICHT! BEVOR MIT DER ZUFÜHRUNG DES DRAHTES
BEGONNEN WIRD, MUSS SICHERGESTELLT SEIN, DASS
DIE
SCHWEISSMASCHINE
AUSGESCHALTET
UND
VOM
VERSORGUNGSNETZ GETRENNT IST.
PRÜFEN SIE, OB DIE DRAHTFÖRDERROLLEN, DIE DRAHTFÜHRUNGSSEELE
UND DAS KONTAKTROHR DES BRENNERS MIT DEM DURCHMESSER UND
DER ART DES VORGESEHENEN KABELS KOMPATIBEL UND KORREKT
ANGEBRACHT SIND. WÄHREND DER DRAHT EINGEFÄDELT WIRD, DÜRFEN
KEINE SCHUTZHANDSCHUHE GETRAGEN WERDEN.
- Das Haspelfach öffnen.
- Drahtspule auf die Haspel setzen, das Drahtende dabei nach oben gerichtet. Der
Mitnahmestift der Haspel muß dabei korrekt in der dafür vorgesehenen Öffnung
sitzen
(1a)
.
- Nun die Andrück-Gegenrolle(n) lösen und von der / den unteren Rolle(n) entfernen
„Anleitung wird geladen“ bedeutet, dass Sie warten müssen, bis die Datei vollständig geladen ist und Sie sie online lesen können. Einige Anleitungen sind sehr groß, und die Zeit, bis sie angezeigt wird, hängt von Ihrer Internetgeschwindigkeit ab.
Weitere Modelle Schweissgeräte Telwin
-
 Telwin BIMAX 105
Telwin BIMAX 105
-
 Telwin BIMAX 132 TURBO
Telwin BIMAX 132 TURBO
-
 Telwin BIMAX 152 TURBO
Telwin BIMAX 152 TURBO
-
 Telwin BIMAX 162 TURBO
Telwin BIMAX 162 TURBO
-
 Telwin BIMAX 182 TURBO
Telwin BIMAX 182 TURBO
-
 Telwin BIMAX 4 165 TURBO
Telwin BIMAX 4 165 TURBO
-
 Telwin BIMAX 4 195 TURBO
Telwin BIMAX 4 195 TURBO
-
 Telwin ENTERPRISE PLASMA 160 HF
Telwin ENTERPRISE PLASMA 160 HF
-
 Telwin INVERPULSE 320 MIG TIG MMA
Telwin INVERPULSE 320 MIG TIG MMA
-
 Telwin INVERPULSE 320 R A MIG TIG MMA
Telwin INVERPULSE 320 R A MIG TIG MMA