Telwin TECHNOMIG 200 - Bedienungsanleitung - Seite 5
Schweissgerät Telwin TECHNOMIG 200 – Bedienungsanleitung, kostenlos online im PDF-Format lesen. Wir hoffen, dass dies Ihnen hilft, etwaige Fragen zu klären. Wenn Sie noch Fragen haben, kontaktieren Sie uns bitte über das Kontaktformular.











eines dieser Programme kann der Nutzer durch Regelung einer
-
U
:
M a x i m a l e L e e r l a u f s p a n n u n g ( g e ö f f n e t e r
0
einzigen Größe einen bestimmten Arbeitspunkt bestimmen (der
Schweißstromkreis).
einem Satz verschiedener unabhängiger Schweißparameter
-
I /U :
Entsprechender Strom und Spannung, normalisiert, die
2
2
entspricht). Mit diesem
SYNERGIEKONZEPT
läßt sich die
von der Schweißmaschine während des Schweißvorganges
Schweißmaschine auf einfachste Weise optimal regeln und
bereitgestellt werden können.
dadurch an alle spezifischen Arbeitsbedingungen anpassen.
-
X :
Einschaltdauer: Gibt die Dauer an, für welche die
c) S P E I C H E RU N G / AU F RU F VO N P E R S O N A L I S I E RT E N
Schweißmaschine den entsprechenden Strom bereitstellen
PROGRAMMEN
kann (gleiche Spalte). Wird ausgedrückt in % basierend auf
D i e F u n k t i o n i s t ve r f ü g b a r s ow o h l i m B e r e i c h e i n e s
einem 10-minütigen Zyklus (Bsp: 60% = 6 Minuten Arbeit, 4
Synergieprogrammes, als auch im Handmodus (in diesem Fall
Minuten Pause usw.).
sind sämtliche Schweißparameter beliebig einstellbar). Diese
Werden die Gebrauchsfaktoren (Angaben des Typenschildes
Betriebsar t gestattet es dem Nutzer, einen spezifischen
bezogen auf auf eine Raumtemperatur von 40°C) überschritten,
Schweißvorgang zu speicher n und anschließend wieder
s c h r e i t e t d i e t h e r m i s c h e A b s i c h e r u n g e i n ( d i e
aufzurufen.
Schweißmaschine wird in den Stand-by-Modus versetzt, bis die
Die Schweißmaschine ist für den Einsatz mit Brennern des Typs
Temperatur den Grenzwert wieder unterschritten hat.
SPOOL GUN ausgelegt. Diese Brenner werden zum Schweißen von
- A/V-A/V:
Gibt den Regelbereich des Schweißstroms (Minimum -
Aluminium und Stahl verwendet, wenn zwischen Generator und
Maximum) bei der entsprechenden Lichtbogenspannung an.
Werkstück größere Distanzen liegen.
9-
Seriennummer für die Identifizierung der Schweißmaschine (wird
unbedingt benötigt für die Anforderung des Kundendienstes, die
SCHWEISSBARKEIT VON METALLEN
Bestellung von Ersatzteilen und die Nachverfolgung der
MIG/MAG-FLUX:
Die Schweißmaschine eignet sich zum MIG-
Produktherkunft).
Schweißen von Aluminium und seinen Legierungen, zum MIG-Löten
10-
:Für den Leitungsschutz erforderlicher Wert der trägen
typischerweise auf verzinkten Blechen und zum MAG-Schweißen von
Sicherungen.
Kohlenstoffstählen, niedrig legierten Stählen und rostfreien Stählen.
11-
Symbole mit Bezug auf Sicherheitsnormen. Die Bedeutung ist im
Außerdem lassen sich Kerndrähte ohne Schutzgas (self-shielding)
Kapitel 1 “Allgemeine Sicherheit für das Lichtbogenschweißen"
Flux schweißen, indem man die Polung des Brenners den Angaben
erläuter t.
des Drahtherstellers anpaßt.
Anmerkung: Das Typenschild in diesem Beispiel gibt nur die
Beim MIG-Schweißen von Aluminium und seinen Legierungen sind
Bedeutung der Symbole und Ziffern wider, die genauen Werte der
Fülldrähte zu verwenden, deren Zusammensetzung auf den Werkstoff
technischen Daten für Ihre eigene Schweißmaschine ist unmittelbar
und das reine Schutzgas Ar (99,9%) abgestimmt ist.
dem dort sitzenden Typenschild zu entnehmen.
D a s M I G - L ö t e n w i r d t y p i s c h e r we i s e m i t Vo l l d r ä h t e n a u s
Kupfer legier ung und reinem Schutzgas Ar (99,9%) (z. B.
SONSTIGE TECHNISCHE DATEN:
Kupfersilizium oder Kupferaluminium) auf verzinkten Blechen
- SCHWEISSMASCHINE: siehe Tabelle 1 (TAB. 1).
ausgeführt.
- MIG BRENNER: siehe Tabelle 2 (TAB. 2).
Beim MAG-Schweißen von Kohlenstoffstählen und niedrig legierten
- WIG BRENNER: siehe Tabelle 3 (TAB. 3).
Stählen werden sowohl Fülldrähte wie auch Kerndrähte benutzt, deren
- Elektrodenzange: siehe Tabelle 4 (TAB. 4).
Zusammensetzung mit dem Werkstoff, dem Schutzgas CO und
2
Das Gewicht der Schweißmaschine ist in Tabelle 1 (TAB. 1)
seinen Gemischen Ar/CO oder Ar/CO /O (Ar-Argon typischerweise >
2
2
2
aufgeführt.
80%) kompatibel sind. Zum Schweißen von rostfreien Stählen werden
meist die Gasgemische Ar/O oder Ar/CO
eingesetzt (Ar
2
2
4. BESCHREIBUNG DER SCHWEISSMASCHINE
typischerweise > 98%).
EINRICHTUNGEN FÜR STEUERUNG, EINSTELLUNG UND
ANSCHLUSS
WIG:
Die Schweißmaschine ist zum gleichstromgeführten (DC) WIG-
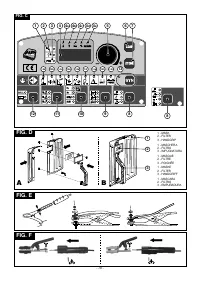
Schweissmaschine (ABB. B)
Schweißen mit Lift zündung bestimmt. Sie eignet sich für alle
auf der Vorderseite:
Stahlsorten (Kohlenstoffstahl, niedrig legierter und hoch legierter
1 -
Bedienbrett (siehe Beschreibung).
Stahl) und Schwermetalle (Kupfer, Nickel, Titan und ihre Legierungen)
2 -
S c h n e l l a n s c h l u ß M i nu s p u l ( - ) f ü r S c h we i ß s t r o m k a b e l
und arbeitet mit reinem Schutzgas Ar (99,9%) oder in Sonderfällen mit
(Massenkabel für MIG und MMA, Brennerkabel für WIG).
Argon-Helium-Gemischen.
3 -
Schnellanschluß Pluspol (+) für Massekabel WIG-Schweißen.
4 -
Zentralanschluß für MIG-Brenner (Euro).
MMA:
Die Schweißmaschine eignet sich zum gleichstromgeführten
5 -
Steckbuchse mit 14p für den Anschluß der Fernbedienung (auf
(DC) MMA-Elektrodenschweißen mit allen Arten von umhüllten
Anfrage) und Spool Gun.
Elektroden.
auf der Rückseite:
6 -
Hauptschalter ON/OFF.
HAUPTEIGENSCHAFTEN:
7 -
Gasschlauchanschluß (Flasche)
für MIG-Schweißung.
- Monitor der Versorgungsspannung.
8 -
Versorgungskabel mit Kabelhalter.
- Betriebsar ten 2T/4T, Spot.
Haspelgehäuse:
- Automatische Erkennung des Brenners.
9 -
Plusklemme (+).
- Einstellung Draht-Aufstiegsrampe, Gas-Vorströmungszeit, Draht-
10 -
Minusklemme (-).
Nachbrenndauer (Burn-back).
Zur Beachtung:
Polaritätsumschaltung für das FLUX-Schweißen mit
- Speichern / Aufrufen benutzerdefinierter Programme.
Flußmittel (ohne Gas).
- Möglichkeit zum Gebrauch eines Brenners SPOOL GUN.
- Thermostatischer Schutz.
SCHWEISSMASCHINE.
- Polaritätsumschaltung (FLUX-Schweißen)
BEDIENFELD DES GENERATORS (ABB. C)
1-
Alarmanzeige-LED
(Output der Maschine blockiert).
AUF ANFRAGE ERHÄLTLICHES ZUBEHÖR
- Adapter Flasche ARGON IT.
Auf dem Display
(4)
erscheint eine Alar mmeldung. Das
- Wagen
Maschinenreset erfolgt automatisch, wenn die Alarmursache nicht
- Handfernsteuerung 1 Pot.
mehr vorliegt.
- Handfernsteuerung 2 Pot.
2-
LED Anliegende Spannung am Ausgang
(Output aktiv).
- Anschlußkabelsatz.
3- Signal-LED PROGRAMMIERUNG
- Kit Aluminiumschweißen.
4- Alphanumerisches,
3-stelliges Display Anzeigte
Informationen:
- Kit Seelendrahtschweißen.
- Schweißstrom in Ampere.
- Kit MMA-Schweißen.
Im Leerlauf der Schweißmaschine wird der Sollwert angezeigt,
- Kit WIG DC-Schweißen.
während des Betriebes der Istwert.
- MIG-Brenner.
- Eine Alarmmeldung mit folgendem Code:
- WIG-Brenner.
- "AL. 1":
D e r S i c h e r h e i t s t h e r m o s t a t d e s
Primärschaltkreises ist wegen einer Überhitzung
der Maschine angesprochen worden (nur Version
3. TECHNISCHE DATEN
MIG Pulse).
TYPENSCHILD
- "AL. 2":
auf Grund der Überhitzung der Maschine ist der
Die wichtigsten Angaben über die Bedienung und Leistungen der
Einschritt eines Sicherheitsthermostats erfolgt.
Schweißmaschine sind auf dem Typenschild zusammengefaßt:
- "AL. 3":
S t ö r u n g d e r P r i m ä r s p e i s u n g : d i e
Abb. A
Versorgungsspannung weicht mehr als +/- 15%
1-
EUROPÄISCHE Referenznorm für die Sicherheit und den Bau
vom Wert auf dem Typenschild ab.
von Lichtbogenschweißmaschinen.
AC H T U N G : We n n d e r g e n a n n t e o b e r e
2-
Symbol für den inneren Aufbau der Schweißmaschine.
Spannungsgrenzwert überschritten wird, kann
3-
Symbol für das vorgesehene Schweißverfahren.
das Gerät ernsten Schaden nehmen.
4-
Symbol
S
: Weist darauf hin, daß Schweißarbeiten in einer
- "AL. 4":
S t ö r u n g i n d e r P r i m ä r v e r s o r g u n g : D e r
Umgebung mit erhöhter Stromschlaggefahr möglich sind (z. B. in
Unterspannungsschutz der Versorgungsleitung ist
der Nähe großer metallischer Massen).
angesprochen worden (nur Version MIG Pulse).
5-
Symbol der Versorgungsleitung:
- "AL. 7":
man hat versucht, bei einem für den Generator
1~: Wechselspannung einphasig;
übermäßigen Strom im MIG/MAG- Modus zu
3~: Wechselspannung dreiphasig.
schweißen.
6-
Schutzart der Umhüllung.
- "AL. 8":
Störung im Schweißstromkreis MIG/MAG (nur
7-
Kenndaten der Versorgungsleitung:
Version MIG Pulse). ACHTUNG: In diesem Fall
-
U :
Wechselspannung und Frequenz für die Versorgung der
muss das Gerät zum Rückstellen aus- und wieder
1
eingeschaltet werden.
Schweißmaschine (Zulässige Grenzen ±10%):
4a, 4b, 4c, 4d, 4e- LED zur Angabe der jeweils gültigen Maßeinheit
-
I
:
Maximale Stromaufnahme der Leitung.
1 max
(Ampere, Volt, Sekunden, Prozent Meter/Minute).
-
I
:
Tatsächliche Stromversorgung
1 eff
5-
Drehknopf zur Encodersteuerung.
8-
Leistungen des Schweißstromkreises:
Für die Schweißstromregelung.
- 23 -
„Anleitung wird geladen“ bedeutet, dass Sie warten müssen, bis die Datei vollständig geladen ist und Sie sie online lesen können. Einige Anleitungen sind sehr groß, und die Zeit, bis sie angezeigt wird, hängt von Ihrer Internetgeschwindigkeit ab.
Weitere Modelle Schweissgeräte Telwin
-
 Telwin BIMAX 105
Telwin BIMAX 105
-
 Telwin BIMAX 132 TURBO
Telwin BIMAX 132 TURBO
-
 Telwin BIMAX 152 TURBO
Telwin BIMAX 152 TURBO
-
 Telwin BIMAX 162 TURBO
Telwin BIMAX 162 TURBO
-
 Telwin BIMAX 182 TURBO
Telwin BIMAX 182 TURBO
-
 Telwin BIMAX 4 165 TURBO
Telwin BIMAX 4 165 TURBO
-
 Telwin BIMAX 4 195 TURBO
Telwin BIMAX 4 195 TURBO
-
 Telwin ENTERPRISE PLASMA 160 HF
Telwin ENTERPRISE PLASMA 160 HF
-
 Telwin INVERPULSE 320 MIG TIG MMA
Telwin INVERPULSE 320 MIG TIG MMA
-
 Telwin INVERPULSE 320 R A MIG TIG MMA
Telwin INVERPULSE 320 R A MIG TIG MMA