Telwin TECHNOLOGY TIG 185 DC HF LIFT - Bedienungsanleitung - Seite 6

Schweissgerät Telwin TECHNOLOGY TIG 185 DC HF LIFT – Bedienungsanleitung, kostenlos online im PDF-Format lesen. Wir hoffen, dass dies Ihnen hilft, etwaige Fragen zu klären. Wenn Sie noch Fragen haben, kontaktieren Sie uns bitte über das Kontaktformular.









Wechselstrom in Gleichstrom/-spannung mit sehr niedriger Welligkeit um.
5- S t e u e r- u n d R e g e l e l e k t ro n i k :
S t e u e r t d e n m o m e n t a n e n We r t d e s
Schweißstromes und vergleicht ihn mit dem vom Bediener eingestellten Wert;
RESTRISIKEN
moduliert die Steuerimpulse der IGBT-Treiber und führt die Regelung durch.
- UNSACHGEMÄSSER GEBRAUCH: der Gebrauch der Schweißmaschine für
Bestimmt die dynamische Reaktion des Stroms während des Schmelzens der
andere als die vorgesehenen Arbeiten ist gefährlich (z. B. Auftauen von
Elektrode (momentane Kurzschlüsse) und überwacht die Sicherheitssysteme.
Wasserleitungen).
6- Steuerlogik des Schweißmaschinenbetriebes:
gibt die Schweißzyklen vor,
steuert die Stellglieder, überwacht die Sicherheitssysteme.
7- Tafel für die Einstellung
und Anzeige der Betriebsparameter und Betriebsarten.
2. EINFÜHRUNG UND ALLGEMEINE BESCHREIBUNG
8- Fernregelung.
2.1 EINFÜHRUNG
Diese Schweißmaschine ist eine Stromquelle für das Lichtbogenschweißen, speziell
4.1.2 Schweißmaschine mit Zündung HF/LIFT (ABB. C)
für das WIG-Schweißen (DC) mit HF- oder LIFT-Zündung und das MMA-Schweißen
1- Eingang
ein- oder dreiphasige Versorgungsleitung, Gleichrichteraggregat und
von umhüllten Elektroden (Rutil, sauer, basisch).
Glättungskondensatoren.
Wegen ihrer spezifischen Merkmale wie der hohen Geschwindigkeit und den präzisen
2-
Transistor- oder Treiberschaltbrücke (IGBT):
Schaltet die gleichgerichtete
Einstellungsmöglichkeiten werden mit dieser Schweißmaschine (INVERTER)
Leitungsspannung in hochfrequente Wechselspannung um und regelt die Leistung
ausgezeichnete Ergebnisse erzielt.
in Abhängigkeit vom erforderlichen Schweißstrom/-spannung.
Die Regelung mit “Inver tersystem” am Eingang der Versorgungsleitung
3-
Hochfrequenz-Transformator:
Die Primärwicklung wird mit der von Block 2
(Primärwicklung) bringt außerdem eine drastische Volumenreduzierung sowohl des
umgeformten Spannung gespeist; ihre Funktion ist es, Spannung und Strom an die
Transformators, als auch der Glättungsdrossel mit sich und ermöglicht dadurch den
Werte anzupassen, die für das Lichtbogen-Schweißverfahren notwendig sind und
Bau einer handlichen und leicht zu transportierenden Schweißmaschine mit äußerst
gleichzeitig den Schweißstromkreis galvanisch von der Versorgungsleitung zu
geringem Volumen und Gewicht.
isolieren.
4- Sekundär-Gleichrichterbrücke mit Glättungsdrossel:
Schaltet die von der
2.2 AUF ANFRAGE ERHÄLTLICHES ZUBEHÖR
Sekundärwicklung bereitgestellte Wechselspannung/ den bereitgestellten
- Kit zum MMA-Schweißen.
Wechselstrom in Gleichstrom/-spannung mit sehr niedriger Welligkeit um.
- Kit zum WIG-Schweißen.
5- S t e u e r- u n d R e g e l e l e k t ro n i k :
S t e u e r t d e n m o m e n t a n e n We r t d e s
- Adapter für Argonflasche.
Schweißstromes und vergleicht ihn mit dem vom Bediener eingestellten Wert;
- Druckverminderer mit Manometer.
moduliert die Steuerimpulse der IGBT-Treiber und führt die Regelung durch.
- WIG-Schweißbrenner.
Bestimmt die dynamische Reaktion des Stroms während des Schmelzens der
- Selbstverdunkelnde Schutzmaske: mit festem und einstellbarem Glas.
Elektrode (momentane Kurzschlüsse) und überwacht die Sicherheitssysteme.
- Stromrückleitungskabel komplett mit Masseklemme.
6- Steuerlogik des Schweißmaschinenbetriebes:
gibt die Schweißzyklen vor,
- Handfernsteuerung 1 Potentiometer.
steuert die Stellglieder, überwacht die Sicherheitssysteme.
- Handfernsteuerung 2 Potentiometer.
7- Tafel für die Einstellung
und Anzeige der Betriebsparameter und Betriebsarten.
- Pedal-Fernsteuerung.
8- HF-Zündgenerator.
- Fernsteuerung WIG-Pulse (falls vorhanden).
9- Elektroventil Schutzgas EV.
- Gasanschlußstück und Gasleitung für die Verbindung mit der Argonflasche.
10- Fernregelung.
3.TECHNISCHE DATEN
4.2 VORRICHTUNGEN FÜR STEUERUNG, EINSTELLUNG UND ANSCHLUSS
3.1 TYPENSCHILD MIT DEN GERÄTEDATEN (ABB. A)
4.2.1 KOMPAKTE Schweißmaschine mit LIFT-Zündung
Die wichtigsten Angaben über die Bedienung und Leistungen der Schweißmaschine
4.2.1.1 Vordere Platte (ABB. D)
sind auf dem Typenschild zusammengefaßt:
1-
Potentiometer zur Stromsteuerung mit Ampereskala, erlaubt auch während des
1-
Schutzart der Umhüllung.
Schweißens die Steuerung.
2-
Symbol der Versorgungsleitung:
2-
GRÜNER LED
: Netzanschluß, Gerät betriebsbereit.
1~: Wechselspannung einphasig;
3- GELBER LED:
normalerweise abgeschaltet, wenn er geschaltet ist, zeigt er eine
3~: Wechselspannung dreiphasig.
Anomalie an, die den Schweisstrom aus verschiedenen Gründen blockiert, die
3-
Symbol
S
: Weist darauf hin, daß Schweißarbeiten in einer Umgebung mit erhöhter
sein können:
Stromschlaggefahr möglich sind (z. B. in der Nähe großer metallischer Massen).
- Thermischer Schutz:
im Innern der Maschine ist eine zu hohe Temperatur
4-
Symbol für das vorgesehene Schweißverfahren.
erreicht worden.
5-
Symbol für den inneren Aufbau der Schweißmaschine.
Die Maschine bleibt angeschaltet ohne Strom abzugeben bis zum Erreichen
6-
EUROPÄISCHE Refe renznor m für die Sicherheit und den Bau von
einer Normaltemperatur. Die Wiederversorgung ist automatisch.
Lichtbogenschweißmaschinen.
- Schutz gegen Ueber - und Unterspannung der Linie:
blockiert die Maschine:
7-
Seriennummer für die Identifizierung der Schweißmaschine (wird unbedingt
die Versorgungsspannung weicht mehr als +/- 15% vom Wert auf dem
benötigt für die Anforderung des Kundendienstes, die Bestellung von Ersatzteilen
Typenschild ab.
ACHTUNG: Wenn der genannte obere Spannungsgrenzwert
und die Nachverfolgung der Produktherkunft).
überschritten wird, kann das Gerät ernsten Schaden nehmen.
8-
Leistungen des Schweißstromkreises:
- ANTI STICK - Schutz:
Er schaltet die Schweißmaschine selbsttätig ab, wenn die
-
U :
Maximale Leerlaufspannung.
0
Elektrode am Werkstück verklebt. Dadurch läßt sie sich entfernen, ohne den
-
I /U :
Entsprechender Strom und Spannung, normalisiert, die von der
2
2
Elektrodenhalter zu beschädigen.
Schweißmaschine während des Schweißvorganges bereitgestellt werden
4-
Betriebsartenschalter WIG/MMA:
können.
-
X :
Einschaltdauer: Gibt die Dauer an, für welche die Schweißmaschine den
- WIG-Schweißen
entsprechenden Strom bereitstellen kann (gleiche Spalte). Wird ausgedrückt in %
basierend auf einem 10-minütigen Zyklus (Bsp: 60% = 6 Minuten Arbeit, 4
- MMA-Elektrodenschweißen
Minuten Pause usw.).
Werden die Gebrauchsfaktoren (Angaben des Typenschildes bezogen auf eine
5-
Schnellkupplung negativ (-) zum Anschluß des Schweißkabels.
Raumtemperatur von 40°C) überschritten, schreitet die thermische Absicherung
6-
Schnellkupplung positiv (+) zum Anschluß des Schweißkabels.
ein (die Schweißmaschine wird in den Stand-by-Modus versetzt, bis die
Temperatur den Grenzwert wieder unterschritten hat.
4.2.1.2 Hintere Platte (ABB. E)
- A/V-A/V:
Gibt den Regelbereich des Schweißstroms (Minimum - Maximum) bei
1-
Versorgungskabel 2 P + (
W
)
der entsprechenden Lichtbogenspannung an.
2-
Hauptschalter
O
/OFF -
I
/ON leuchtet auf.
9-
Kenndaten der Versorgungsleitung:
3-
Steckverbindung für Fernsteuerungen
-
U :
Wechselspannung und Frequenz für die Versorgung der Schweißmaschine
1
(Zulässige Grenzen ±10%):
4.2.2 Schweißmaschine mit Zündung HF/LIFT
-
I :
Maximale Stromaufnahme der Leitung.
1 max
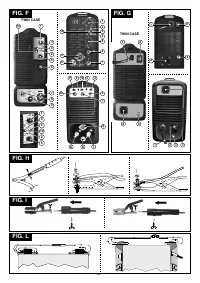
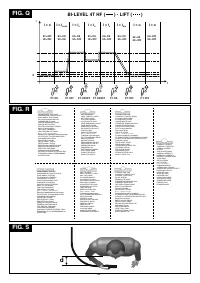
4.2.2.1 Vordere Platte (ABB. F)
-
I :
Tatsächliche Stromversorgung.
1eff
1-
Potentiometer
zur Stromsteuerung mit Ampereskala, erlaubt auch während des
10-
:
Für den Leitungsschutz erforderlicher Wert der trägen Sicherungen.
Schweißens die Steuerung.
11-
Symbole mit Bezug auf Sicherheitsnormen. Die Bedeutung ist im Kapitel 1
2-
Betriebsartenschalter WIG 2T, WIG 4T, MMA.
“Allgemeine Sicherheit für das Lichtbogenschweißen" erläutert.
3-
GRÜNER LED
: Netzanschluß, Gerät betriebsbereit.
Anmerkung: Das Typenschild in diesem Beispiel gibt nur die Bedeutung der Symbole
4-
Wählschalter mit 2
Stellungen für die Vorgabe des Starts im WIG-Verfahren:
und Ziffern wieder, die genauen Werte der technischen Daten für Ihre eigene
Modus “HF” (Hochfrequenz), Modus “LIFT”.
Schweißmaschine ist unmittelbar dem dort sitzenden Typenschild zu entnehmen.
5-
Potenziometer
für die Zeitvorgabe der Strom-Abstiegskennlinie im WIG-Modus
(nach ”OFF” Brennerknopf). Im Modus MMA regelt er den Wert arc force.
3.2 SONSTIGE TECHNISCHE DATEN
Anzeigeskala 0-100%.
- SCHWEISSMASCHINE: siehe Tabelle 1 (TAB. 1)
6-
Schnellkupplung positiv (+)
zum Anschluß des Schweißkabels.
- BRENNER:
siehe Tabelle 2 (TAB. 2)
7-
Schnellkupplung negativ (-)
zum Anschluß des Schweißkabels.
Das Gewicht der Schweißmaschine ist in Tabelle 1 (TAB. 1) aufgeführt.
8-
Verbindungsstück
für Anschluß Gasschlauch WIG-Brenner.
9-
Steckerbuchse
für Anschluß Brennerknopfkabel.
10- GELBER LED:
normalerweise abgeschaltet, wenn er geschaltet ist, zeigt er eine
4. BESCHREIBUNG DER SCHWEISSMASCHINE
Anomalie an, die den Schweisstrom aus verschiedenen Gründen blockiert, die
4.1 BLOCKSCHALTBILD
sein können:
Die Schweißmaschine besteht im Wesentlichen aus Leistungsmodulen auf gedruckten
- Thermischer Schutz:
im Innern der Maschine ist eine zu hohe Temperatur
und optimierten Schaltungen, die sehr zuverlässig arbeiten und wartungsfreundlich
erreicht worden.
sind.
Die Maschine bleibt angeschaltet ohne Strom abzugeben bis zum Erreichen
einer Normaltemperatur. Die Wiederversorgung ist automatisch.
4.1.1 Schweißmaschinen mit LIFT-Zündung (ABB. B)
- Schutz gegen Ueber - und Unterspannung der Linie:
blockiert die Maschine:
1-
E i n g a n g : E i n p h a s i g e s Ve r s o r g u n g s l e i t u n g , G l e i c h r i c h t e ra g gr e g a t u n d
die Versorgungsspannung weicht mehr als +/- 15% vom Wert auf dem
Ausgleichskondensatoren.
Typenschild ab.
ACHTUNG: Wenn der genannte obere Spannungsgrenzwert
2-
Transistor- oder Treiberschaltbrücke (IGBT):
Schaltet die gleichgerichtete
überschritten wird, kann das Gerät ernsten Schaden nehmen.
Leitungsspannung in hochfrequente Wechselspannung um und regelt die Leistung
- ANTI STICK - Schutz:
Er schaltet die Schweißmaschine selbsttätig ab, wenn die
in Abhängigkeit vom erforderlichen Schweißstrom/-spannung.
Elektrode am Werkstück verklebt. Dadurch läßt sie sich entfernen, ohne den
3-
Hochfrequenz-Transformator:
Die Primärwicklung wird mit der von Block 2
Elektrodenhalter zu beschädigen.
umgeformten Spannung gespeist; ihre Funktion ist es, Spannung und Strom an die
11- Grüne Led
wenn sie aufleuchtet, liegt am Ausgang, am Brenner oder an der
Werte anzupassen, die für das Lichtbogen-Schweißverfahren notwendig sind und
Elektrode Spannung an (nur beim Dreiphasenmodell).
gleichzeitig den Schweißstromkreis galvanisch von der Versorgungsleitung zu
12- Potenziometer
BI-LEVEL-Stromregelung, Skalenbereich 0 bis 100 % (nur beim
isolieren.
Dreiphasenmodell).
4- Sekundär-Gleichrichterbrücke mit Glättungsdrossel:
Schaltet die von der
Sekundärwicklung bereitgestellte Wechselspannung/ den bereitgestellten
- 15 -
„Anleitung wird geladen“ bedeutet, dass Sie warten müssen, bis die Datei vollständig geladen ist und Sie sie online lesen können. Einige Anleitungen sind sehr groß, und die Zeit, bis sie angezeigt wird, hängt von Ihrer Internetgeschwindigkeit ab.
Weitere Modelle Schweissgeräte Telwin
-
 Telwin BIMAX 105
Telwin BIMAX 105
-
 Telwin BIMAX 132 TURBO
Telwin BIMAX 132 TURBO
-
 Telwin BIMAX 152 TURBO
Telwin BIMAX 152 TURBO
-
 Telwin BIMAX 162 TURBO
Telwin BIMAX 162 TURBO
-
 Telwin BIMAX 182 TURBO
Telwin BIMAX 182 TURBO
-
 Telwin BIMAX 4 165 TURBO
Telwin BIMAX 4 165 TURBO
-
 Telwin BIMAX 4 195 TURBO
Telwin BIMAX 4 195 TURBO
-
 Telwin ENTERPRISE PLASMA 160 HF
Telwin ENTERPRISE PLASMA 160 HF
-
 Telwin INVERPULSE 320 MIG TIG MMA
Telwin INVERPULSE 320 MIG TIG MMA
-
 Telwin INVERPULSE 320 R A MIG TIG MMA
Telwin INVERPULSE 320 R A MIG TIG MMA