- Taste zum Einschalten der Fernsteuerung; 1- Taste zum manuellen Schalten des elektrischen Gasventils. - Telwin INVERPULSE 320 MIG TIG MMA - Bedienungsanleitung - Seite 6

Schweissgerät Telwin INVERPULSE 320 MIG TIG MMA – Bedienungsanleitung, kostenlos online im PDF-Format lesen. Wir hoffen, dass dies Ihnen hilft, etwaige Fragen zu klären. Wenn Sie noch Fragen haben, kontaktieren Sie uns bitte über das Kontaktformular.










Inhalt:
- Seite 4 – DEUTSCH; INHALTSVERZEICHNIS; ALLGEMEINE SICHERHEITSVORSCHRIFTEN ZUM
- Seite 5 – EINFÜHRUNG UND ALLGEMEINE BESCHREIBUNG; SCHWEISSBARKEIT VON METALLEN; BESCHREIBUNG DER SCHWEISSMASCHINE; - Signal-LED – ANLIEGENDE SPANNUNG BRENNER ODER ELEKTRODE.
- Seite 6 – - Taste zum Einschalten der Fernsteuerung; 1- Taste zum manuellen Schalten des elektrischen Gasventils.
- Seite 7 – VORBEREITUNG DER SCHWEISSMASCHINE AUF DIE INBETRIEBNAHME
- Seite 8 – der entsprechenden Vorsichtsmaßnahmen besteht die Gefahr von; besonders geeignet zum Schweißen auf
- Seite 9 – SCHWEISSEN MIT UMHÜLLTER ELEKTRODE MMA; ABHILFEMASSNAHMEN; ACHTUNG! BEI EINIGEN KONTROLLEN BESTEHT DIE GEFAHR, MIT
- 24 -
: Bi-Level-Betrieb für MIG-MAG, WIG.
: Punktschweißbetrieb MIG-MAG (SPOT).
9- Taste zum Einschalten der Fernsteuerung
.
Bei leuchtender LED
kann ausschließlich mit der Fernbedienung
reguliert werden:
a) Bedienung mit einem Potenziometer (nur MMA und WIG):
Benutzung des
Potis anstelle des Encoder-Drehknopfes
(14).
b) Bedienung mit zwei Potenziometern:
Benutzung der Potis anstelle der
Encoder-Drehknöpfe
(14)
und
(13).
c) Pedalbedienung (nur MMA und WIG):
Benutzung des Pedals anstelle des
Encoder-Drehknopfes
(14)
.
ANMERKUNG: Der Modus “FERN“ (REMOTE) kann nur dann gewählt werden,
wenn tatsächlich eine Fernbedienung in den entsprechenden Steckanschluss
eingefügt ist.
10- Taste für die Auswahl der Schweißparameter.
Bei mehrmaligem Drücken der Taste leuchtet eine der LEDS (10a) bis (10h) auf,
denen jeweils ein eigener Parameter zugewiesen ist. Der Wert der aktivierten
Parameter lässt sich mit dem Drehknopf (13) einstellen und wird auf dem Display
(15) angezeigt. Während der Einstellung wird mit dem Knopf (14) der Wert des als
Schweißstrom oder Drahtgeschwindigkeit auf dem Display (16) ausgewiesenen
Hauptschweißpegels geregelt (siehe die Beschreibung unter Punkt (14)). Die
einzige Ausnahme bildet die LED (10b).
Nur wenn die LED (10b) aufleuchtet, kann mit dem Drehknopf (14) der Wert des
Sekundärpegels eingestellt werden (siehe die Beschreibung von LED (10b)).
Anmerkung: Die Parameter, die je nachdem, ob mit einem Synergieprogramm
oder im Handmodus “PRG 0” gearbeitet wird, nicht vom Bediener geändert
werden können, sind automatisch von der Auswahl ausgeschlossen; die
zugehörige LED leuchtet also nicht auf.
10a-
• MIG-MAG
Dieser Parameter wird während der Schweißarbeiten im automatischen MIG-
MAG-Modus - als tatsächliche Lichtbogenspannung - ausgewiesen (LED (15a)
leuchtet auf).
• MIG-MAG Pulse arc
Bei der Einrichtung eines Synergieprogramms MIG-MAG Pulse arc gibt
dieser Parameter die Korrektur vor, die an der synergistisch berechneten
Lichtbogenlänge vorgenommen werden soll (Einstellbereich -5% bis +5%)
(LED (15c) leuchtet auf).
Wird an derselben Stelle die Funktion Bi-Level, pulse on pulse oder Tstart
gewählt, bezeichnet der Parameter die ebenfalls synergistisch berechnete
Korrektur der Lichtbogenlänge beim Hauptschweißpegel (Einstellbereich -5%
bis +5%) (LED (15c) leuchtet auf).
• MIG-MAG Short arc
Bei der Einrichtung eines Synergieprogramms MIG-MAG Short
arc wird mit diesem Parameter die gewünschte Korrektur
der
synergistisch
berechneten
Lichtbogenlänge
vorgegeben
(Einstellbereich
-5%
bis
+5%)
(LED
(15c)
leuchtet
auf).
Wird an derselben Stelle die Funktion Bi-Level gewählt, bezeichnet
der Parameter die Korrektur der ebenfalls synergistisch berechneten
Lichtbogenlänge beim Hauptschweißpegel (Einstellbereich -5% bis +5%) (LED
(15c) leuchtet auf).
• MIG-MAG Short arc “PRG 0”
Ebenfalls in der Betriebsart MIG-MAG Short arc, gestattet dieser Parameter bei der
Verwendung eines manuellen Programms (“PRG 0”) die Vorgabe der tatsächlichen
Lichtbogenspannung (Einstellbereich 10-40) (LED (15a) leuchtet auf).
Wird an derselben Stelle die Funktion Bi-Level gewählt, bezeichnet der
Parameter die tatsächliche Lichtbogenspannung auf dem Hauptschweißpegel
(Einstellbereich 10-40) (LED (15a) leuchtet auf).
10b-
• MIG-MAG pulse arc
Werden im Modus MIG-MAG pulse arc die Funktionen Bi-Level, pulse on pulse
oder Tstart gewählt, wird mit diesem Parameter der Stromwert I
1
und I
s
(I
start
)
(mit dem Drehknopf (14)) und die Korrektur der synergistisch berechneten
Lichtbogenlänge (mit dem Drehknopf (13)) für den Sekundärschweißpegel
reguliert (Einstellbereich -5% bis +5%)(LED (15c) leuchtet auf).
• MIG-MAG short arc
Wird bei den Synergieprogrammen MIG-MAG short arc die Funktion Bi-Level
gewählt, ist mit diesem Parameter der Strom / die Drahtvorschubgeschwindigkeit
(mit dem Drehknopf (14)) ebenso wie die Korrektur der synergistisch berechneten
Lichtbogenlänge (mit dem Drehknopf (13)) des Sekundärschweißpegels
regulierbar (Einstellbereich -5% bis +5%)(LED (15c) leuchtet auf).
• Bi-Level “PRG 0”
Wählt man das manuelle Programm (“PRG 0”) mit Bi-Level-Funktion, können
die Drahtvorschubgeschwindigkeit (mit Drehknopf (14)) (LED 16c leuchtet
auf) und die tatsächliche Lichtbogenspannung (mit Drehknopf (13)) des
Sekundärschweißpegels I
1
(Einstellbereich 10-40) reguliert werden ((LED
(15a) leuchtet auf).
In der Betriebsart WIG Bi-Level ist der Zweitpegel (I
1
) des Schweißstroms
einstellbar.
10c-
• MIG-MAG “PRG 0”
Im Handmodus
“PRG 0” kann zur Optimierung der Lichtbogenzündung die
Drahtvorschubgeschwindigkeit zu Beginn des Schweißvorgangs angepasst
werden (Einstellbereich 1-100%, LED (15c) leuchtet auf).
• MIG-MAG Pulse arc 2-TAKT
Im 2-Takt-Modus MIG-MAG Pulse arc kann die Dauer des Anfangsstroms
eingestellt werden (T
start
). Setzt man den Parameter auf Null, ist die Funktion
ausgeschaltet, bei einem Wert über Null (Einstellbereich 0,1-3 Sekunden) kann
die LED (10b) angewählt werden, um die Korrektur der Lichtbogenspannung und
den Wert des Anfangsstroms vorzugeben (Sekundärpegel). Der Anfangsstrom
kann niedriger oder höher eingestellt werden als der Hauptschweißstrom; ein
sehr hoher Anfangsstromwert ist vor allem beim Schweißen von Aluminium
und seinen Legierungen äußerst hilfreich, weil das Werkstück schneller erhitzt
wird (“Hot-start”).
• MIG-MAG Pulse on pulse
Im Modus MIG-MAG Pulse on pulse kann die Dauer des Hauptschweißstroms
eingestellt werden (Einstellbereich 0,1-10 Sekunden, LED (15b) leuchtet auf).
• MMA
Beim MMA-Schweißen mit Elektrode steht dieser Parameter für die “Arc force”
und gestattet die Einstellung des dynamischen Überstroms (Einstellbereich
0-100%, LED (15c) aufleuchtend). Beim MMA-Schweißen weist das Display
(15) die tatsächliche Lichtbogenspannung aus (LED (15a) leuchtet auf), die
LED (10c) leuchtet weiterhin auf und gestattet so die Regulierung der Arc force
auch während des Schweißens.
10d-
• MIG-MAG pulse arc
Im Modus MIG-MAG pulse arc bezeichnet dieser Parameter die
Lichtbogenabschnürung. Je höher der Wert, desto konzentrierter der Lichtbogen
während des Schweißens. In einem Schweißmodus mit zwei Strompegeln (Bi-
Level, pulse on pulse oder Tstart) ist die Lichtbogenabschnürung für beide
eingestellten Pegel gleich (+1% / -1%).
• MIG-MAG “PRG 0”
Im Handmodus MIG-MAG “PRG 0” kann die elektronische Reaktanz eingestellt
werden (Einstellbereich 20-80%, LED (15c) aufleuchtend). Je höher der
Wert, desto heißer das Schweißbad. Im Modus Bi-Level ist die elektronische
Reaktanz für beide eingestellten Pegel gleich.
• MIG-MAG Pulse on pulse
Im Modus MIG-MAG Pulse on pulse kann die Dauer des Sekundärschweißstroms
eingestellt werden (Einstellbereich 0,1-10 Sekunden, LED (15b) leuchtet auf).
10e-
Nachbrennen des Drahtes bei Beendigung des Schweißvorgangs (
BURN-
BACK).
Einstellbar ist die Nachbrenndauer des Drahtes bei Unterbrechung des
Schweißvorgangs. Durch die Einstellung eines sachgerechten Wertes wird
im Handbetrieb (PRG 0) MIG-MAG SHORT ARC (Einstellbereich 0,01-1
Sekunden, LED (15b) aufleuchtend) dem Verkleben des Drahtes am Werkstück
entgegengewirkt.
Bei der Einrichtung eines MIG-MAG-Synergieprogramms kann die gewünschte
Korrektur der synergistisch berechneten BURN-BACK-TIME (Einstellbereich
-1% / +1%, LED (15c) aufleuchtend) vorgegeben werden.
10f-
POST-GAS MIG-MAG SHORT ARC und
WIG
.
In sämtlichen Betriebsarten MIG-MAG Short arc und WIG ist dies der
Parameter für “Post-gas”, der es ermöglicht, die Ausströmdauer von Schutzgas
mit Beendigung des Schweißvorgangs anzupassen (Einstellbereich 0,1-10
Sekunden, LED (15b) leuchtet auf)
10g-
Abstiegskennlinie des Schweißstroms (SLOPE DOWN).
Dieser Parameter ist ausschließlich bei Nutzung eines Synergieprogramms
MIG-MAG PULSE ARC oder SHORT ARC (“PRG” von “1” bis “44”) oder beim
WIG-Schweißen verfügbar.
Er gestattet die gleitende Absenkung des Schweißstroms beim Loslassen des
Brennerknopfes (Einstellbereich 0-3 Sekunden, LED (15b) aufleuchtend).
10h-
Punktschweißdauer (SPOT TIME).
Dieser Parameter ist nur ansprechbar, wenn er im Modus “SPOT” mit der Taste
(8) aufgerufen wird. Er ermöglicht das MIG-MAG-Punktschweißen mit Steuerung
der Schweißdauer (Einstellbereich 0,1-10 Sekunden, LED (15b) leuchtet auf).
11- Taste zum manuellen Schalten des elektrischen Gasventils.
Mit der Taste wird das Ausströmen von Gas veranlasst (Entlüften von Leitungen
- Fördermengeneinstellung), ohne dazu den Brennerknopf betätigen zu müssen.
Die Taste besitzt keine Selbsthaltung.
12- Taste für den handgesteuerten Drahtvorschub.
Mit der Taste kann der Vorschub des Drahtes in der Führungsseele des Brenners
veranlasst werden, ohne den Brennerknopf betätigen zu messen. Die Taste
besitzt keine Selbsthaltung, die Vorschubgeschwindigkeit ist unveränderlich.
13- Encoderknopf für die Regelung der Schweißparameter (siehe 10a bis
10h).
14- Encoderknopf.
Mit dem Knopf werden geregelt:
- Der Schweißstrom (LED (16a) aufleuchtend).
- Die Drahtvorschubgeschwindigkeit (LED (16c) aufleuchtend) im Modus Short/
Spray arc.
- Die beim Schweißen verwendete Werkstoffdicke (LED (16b) aufleuchtend),
wenn mit der Taste (17) „Werkstoffdicke in mm“ ausgewählt worden ist.
In einem Schweißverfahren mit zwei Strompegeln (Bi-Level, pulse on pulse oder
Tstart) werden bei aufleuchtender LED (10b) mit dem Knopf geregelt::
- Der Schweißstrom I
1
(LED (16a) aufleuchtend) des Sekundärpegels im Modus
Pulse arc.
- Die Drahtvorschubgeschwindigkeit des Sekundärschweißpegels (LED (16c)
aufleuchtend) im Modus Short/Spray arc.
15- Alphanumerisches dreistelliges Display. Hier werden ausgewiesen:
- die Schweißparameterwerte (siehe (10a) bis (10h)) im Leerlaufbetrieb.
- die tatsächliche Lichtbogenspannung beim Schweißen.
ANMERKUNG: Bei Beendigung des Schweißvorganges schaltet das Display
automatisch auf den Einstellwert um.
- Alarmmeldungen (siehe Punkt 1).
15a, 15b, 15c- LED zur Kennzeichnung der verwendeten Maßeinheit (Volt,
Sekunden, Prozent).
16- Dreistelliges alphanumerisches Display.
Hier sind ausgewiesen:
- der mit dem Encoderknopf eingestellte Wert (14).
- der tatsächliche Strom beim Schweißen.
ANMERKUNG: Bei Beendigung des Schweißvorgangs schaltet das Display
automatisch auf den Einstellwert um.
- Alarmmeldungen (siehe Punkt 1).
16a, 16b, 16c- LED zur Kennzeichnung der verwendeten Maßeinheit (Stromstärke
in Ampere (A), Dicke in Millimetern (mm) und Drahtgeschwindigkeit in
Metern / Minute (m/min)).
17- Taste zur Auswahl der Maßeinheit Ampere, mm, m/min (LED (16a)(16b)
(16c)).
Mithilfe des Encoders (14) lassen sich die Dicke des Werkstoffes, der
Schweißstrom und die Drahtgeschwindigkeit einstellen.
“PRG 0” Einstellung von Hand: Jeder einzelne Parameter lässt sich unabhängig
von den anderen einstellen.
Programme “1” bis “44”: Durch die Einstellung der einzelnen Parameter (z. B.
Werkstoffdicke) werden automatisch die anderen Parameter festgelegt (z. B.
Schweißstromstärken und Drahtgeschwindigkeit).
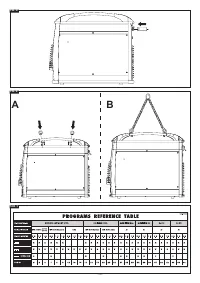
4.3 AUFRUF UND SPEICHERUNG VON PROGRAMMEN
4.3.1 AUFRUF WERKSEITIG GESPEICHERTER PROGRAMME
4.3.1.1 Synergieprogramme MIG-MAG
Die Schweißmaschine hat Speicherplatz für 44 Synergieprogramme, deren
Eigenschaften in der Tabelle (TAB.3) genannt sind. Diese Tabelle ist ausschlaggebend
für die Auswahl eines Programmes, das sich für das gewünschte Schweißverfahren
eignet.
Ein bestimmtes Programm wird durch wiederholtes Drücken der Taste “PRG”
ausgewählt. Auf dem Display erscheinen die Programmnummern von “0” bis “44” (der
Nummer “0” entspricht kein Synergieprogramm, sondern der Handbetrieb, wie er im
folgenden Abschnitt beschrieben wird).
Anmerkung: Innerhalb eines Synergieprogrammes hat die Auswahl der
gewünschten Übertragungsart Vorrang, also PULSE ARC oder SHORT/SPRAY
ARC. Die Auswahl wird mit der zugehörigen Taste getroffen (siehe ABB. C
(7)).
Anmerkung:
Alle nicht in der Tabelle genannten Drahttypen können im
Handmodus “PRG 0” verwendet werden.
4.3.1.2 Betrieb im handmodus (“PRG 0”)
Der Handbetrieb entspricht der Ziffer “0” auf dem Display und ist nur dann aktiv, wenn
zuvor die Übertragungsart SHORT/SPRAY ARC ausgewählt wurde (ABB. C (7)).
In diesem Modus ist keine Synergie vorgesehen, alle Schweißparameter müssen
deshalb vom Bediener manuell eingestellt werden.
Achtung! Sämtliche Parameter können frei eingestellt werden, die ihnen zugeordneten
Werte sind deshalb unter Umständen für ein korrektes Schweißverfahren nicht
geeignet.
Anmerkung: Es ist NICHT möglich, im Handmodus die Übertragungsart PULSE
ARC zu benutzen.
„Anleitung wird geladen“ bedeutet, dass Sie warten müssen, bis die Datei vollständig geladen ist und Sie sie online lesen können. Einige Anleitungen sind sehr groß, und die Zeit, bis sie angezeigt wird, hängt von Ihrer Internetgeschwindigkeit ab.
Zusammenfassung
- 22 - DEUTSCH INHALTSVERZEICHNIS 1. ALLGEMEINE SICHERHEITSVORSCHRIFTEN ZUM LICHTBOGENSCHWEISSEN ..............................................................................22 2. EINFÜHRUNG UND ALLGEMEINE BESCHREIBUNG .......................................23 2.1 EINFÜHRUNG .........................
- 23 - Drahtzuführung und Kühlaggregat (falls vorhanden) anzuheben. - Die einzig zulässige Art, die Schweißmaschine anzuheben, wird im Abschnitt “INSTALLATION” in diesem Handbuch beschrieben. - UNSACHGEMÄSSER GEBRAUCH: Der Gebrauch der Schweißmaschine für andere als die vorgesehenen Arbeiten ist ge...
- 24 - : Bi-Level-Betrieb für MIG-MAG, WIG. : Punktschweißbetrieb MIG-MAG (SPOT). 9- Taste zum Einschalten der Fernsteuerung . Bei leuchtender LED kann ausschließlich mit der Fernbedienung reguliert werden: a) Bedienung mit einem Potenziometer (nur MMA und WIG): Benutzung des Potis anstelle d...
Weitere Modelle Schweissgeräte Telwin
-
 Telwin BIMAX 105
Telwin BIMAX 105
-
 Telwin BIMAX 132 TURBO
Telwin BIMAX 132 TURBO
-
 Telwin BIMAX 152 TURBO
Telwin BIMAX 152 TURBO
-
 Telwin BIMAX 162 TURBO
Telwin BIMAX 162 TURBO
-
 Telwin BIMAX 182 TURBO
Telwin BIMAX 182 TURBO
-
 Telwin BIMAX 4 165 TURBO
Telwin BIMAX 4 165 TURBO
-
 Telwin BIMAX 4 195 TURBO
Telwin BIMAX 4 195 TURBO
-
 Telwin ENTERPRISE PLASMA 160 HF
Telwin ENTERPRISE PLASMA 160 HF
-
 Telwin INVERPULSE 320 R A MIG TIG MMA
Telwin INVERPULSE 320 R A MIG TIG MMA
-
 Telwin INVERPULSE 425 MIG TIG MMA
Telwin INVERPULSE 425 MIG TIG MMA