DEUTSCH; ALLGEMEINE BESCHREIBUNG; Ist die Speisespannung 230 V.; · Porosität - Awelco MIG ONE - Bedienungsanleitung - Seite 4






DEUTSCH
ALLGEMEINE BESCHREIBUNG
Schutzgasschweissanlagen für das Verschweissen von
Fülldraht ohne Gas.
1. INSTALLATION
1.1. ELEKTRISCHE VERBINDUNGEN
Die Schweißmaschine hat ein eigenes bestimmtes
Speisekabel, das lang genug ist, um nicht verlängert werden
zu müssen. Sofern jedoch eine weitreichendere Verbindung
benötigt wird, ist es unbedingt erforderlich , ein
Verlängerungskabel zu benutzen, das dem der
Schweißmaschine gleich ist.
Bevor die Schweißmaschine an eine Steckdose
angeschlossen wird, muß überprüft werden, ob die
Spannung der der Schweißmaschine gleich ist und ob die
Leistungsabgabe ausreichend für eine Vollast des Gerätes
ist. Außerdem ist es unbedingt nötig festzustellen, ob die
Speiseanlage mit einem ausreichenden Erdungssystem
ausgestattet ist.
Zuführungspannung
Ist die Speisespannung 230 V.
1.2. ERDVERBINDUNG
Die Schweißmaschine wird schon mit einem geeigneten
Erdungskabel, das mit einer Zange verbunden ist, geliefert.
Achten Sie darauf, daß die Zange einen leistungsfähigen
Kontakt mit dem zu schweißenden Teil hat. Die Kontakte
müssen von Schmierfett, Rost und Verschmutzungen
gereinigt und geschützt werden. Ein nicht leistungsfähiger
Kontakt vermindert die Schweißkapazität und somit wird das
Ergebnis der erfolgten Schweißung nicht perfekt sein.
2. TECHNISCHE INFORMATIONEN BEZÜGLICH DER
SCHWEIßMASCHINE
Die Schweißmaschine hat einen On - Off Schalter (1), mit
einer LED-Leuchte, welche anzeigt, dass die Maschine
eingeschalten ist (7). Die Schweißmachine hat einen
Schalter (2) für 2 Strompositionen, welche aufgrund der
gebrauchten Leistung ausgewählt werden.
Mit dem Knopf (3) auf der Vorderseite können Sie die
Drahtgeschwindigkeit wählen. Dieser Knopf wird zusammen
mit dem Stromumstellungsknopf verwendet, um einen
reibungslosen und perfekten Bogen zu erhalten.
Sie können die Geschwindigkeit des Drahtes durch eine
Anzeige in m/min (4) auf der Vorderseite der Maschine
erkennen.
Das Schweißgerät ist mit einer Thermoschutzeinrichtung
ausgerüstet, die den Schweißstromzufluß automatisch
unterbricht, sobald eine höhere Temperatur erreicht wird (5).
In diesem Fall leuchtet ein gelbes Warnlicht auf. Sobald die
Temperatur wieder auf einen für den Betrieb geeigneten
Wert absinkt, schaltet das Warnlicht aus. Der Stromzufluß
wird automatisch wiederaufgenommen und das
Schweißgerät ist wieder betriebsbereit.
Die Regulationsplatine der Maschine ist gegen
Speiseschwankungen durch eine leicht ersetzbare
Sicherung, welche sich auf der Drahtregulationsplatine
befindet. Für den Fall, dass die Sicherung durchbrennt,
stoppt die Maschine und zeigt diese Anomalie durch einen
gelben LED (6) auf, welcher sich auf der Vorseite der
Maschine befindet. Für die Ersetzung der Sicherung , die
Maschine ausstecken, die rechte Seitenwand abschrauben
und die Sicherung austauschen, mit einem kleinen
Schraubendreher hebend.
3. SCHWEIßARTEN
3.1. NO-GAS SCHWEIßUNG
Die Schweißmaschine wurde entwickelt, um ohne GAS
schweissen zu können.
4. EINBAU DER DRAHTSPULE UND DES
SCHLAUCHPAKETS
4.1. EINBAU DER DRAHTSPULE
Auf der Maschine können Drahtspulen von 0,2 Kg, 0,4 Kg
verwendet werden.
4.2. DRAHTVORSCHUBMOTOR
Versichern Sie sich, daß die Furche der Drahtvorschubspule
den gleichen Durchmesser des Drahtes hat. Die
Schweißgeräte sind von vorherein mit einer Drahtspule für
Drähte von 0,6 und 0,8 Durchmesser vorgesehen. Für Draht
Ø 0.9, können Sie die mitgelieferte Rolle verwenden.
Auf der Seitenfläche der Spule ist der zu gebrauchende
Durchmesser gedruckt. Die Schweißgeräte sind mit
gerändelten Rollen versehen für das Fülldrahtschweissen
ohne Schutzgas. Die Maschine schweisst mit FLUX-Draht.
4.3. EINFÜHRUNG DES DRAHTES
Die ersten 10 cm des Drahtes müssen so abgeschnitten
werden, daß ein gerader Schnitt, ohne Vorsprünge,
Verziehungen und Verschmutzungen erhalten wird.
Heben Sie die Rolle, die mit dem beweglichen Arm
verbunden ist, indem Sie die entsprechende Schraube lösen.
Setzen Sie den Draht in die Plastikführung ein, indem Sie ihn
durch die entsprechende Furche ziehen und ihn somit wieder
in die Führung einlegen. Es ist zu beachten, daß der Draht
nicht gespannt, sondern auf natürliche Weise eingelegt wird.
Senken Sie den beweglichen Arm wieder und regeln Sie den
Druck mit Hilfe der entsprechenden Schraube. Der richtige
Druck bewirkt einen regelmäßigen Durchlauf des Drahtes
und selbst wenn der Draht sich verklemmen sollte, treibt er
das Antriebsrad so an, daß es ohne Schwierigkeiten
weitergleitet. Bei den Schweißgeräten kann man auch die
Wicklerkupplung regulieren. Sofern der Wickler leerlaufen
sollte, muß die Kupplung jedoch erhöht werden, damit die
Spule ständig gespannt ist. Sollte die Kupplung eine zu
starke Reibung hervorrufen und sollte das Antriebsrad
anfangen zu gleiten, ist es unbedingt erforderlich die
Kupplung herunterzuschrauben bis es zu einer regelmäßigen
Drahtführung kommt.
4.4. VERBINDUNG DES SCHLAUCHPAKETS
Das Schlauchpaket ist direkt verbunden und somit schon
gebrauchsfähig. Ein eventueller Austausch muß mit extremer
Vorsicht, oder besser direkt von einem Fachmann
vorgenommen werden. Um die Gasausgangsspitze
auszutauschen ist es ausreichend, diese abzuschrauben
oder nach außen zu ziehen. Die Gasausgangsspitze ist
jedesmal rauszunehmen, wenn die Drahtvorschubdüse
ausgetauscht werden muß. Es ist zu beachten, daß der
Durchmesser der Düse immer dem des Drahtes gleich ist.
Die Gasausgangsspitze muß ständig saubergehalten
werden.
5. SCHWEIßANLEITUNG
5.1. ALLGEMEINE REGEL
Bei einer Schweißung, die auf das Minimum gestellt ist, ist
es wichtig darauf zu achten, daß die Länge des Lichtbogens
kurz ist. Dieses ergibt sich sofern man den Schweißbrenner
mit etwa 60 Grad Neigung so nah wie möglich an den zu
schweissenden Teil hält. Die Länge des Lichtbogens kann
verringert werden, indem man nach und nach die
Stromstärke erhöht. Dabei kann es auch zu einem Abstand
von zirca 20mm kommen.
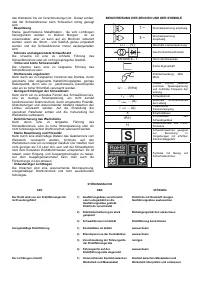
5.2. ALLGEMEINE RATSCHLÄGE
Von Zeit zu Zeit ist es durchaus möglich Mängel bei der
Schweissung festzustellen. Diese Mängel können jedoch
vermieden werden, sofern die folgenden Ratschläge
beachtet werden:
· Porosität
Kleine Löcher in der Schweißnaht, ( ähnlich denen der
Oberfläche der Schokolade ) verursacht durch die
Unterbrechung des Gasflusses oder durch das Eindringen
von kleinen Fremdkörpern. Das gebräuchlichste Mittel ist das
Schleifen und Wiederschweißen der Schweißarbeit. Bevor
die Schweißarbeit erneut ausgeführt wird, kontrollieren Sie,
daß der Gasfluß ( ca. 8l/min.) korrekt eingestellt ist und daß
„Anleitung wird geladen“ bedeutet, dass Sie warten müssen, bis die Datei vollständig geladen ist und Sie sie online lesen können. Einige Anleitungen sind sehr groß, und die Zeit, bis sie angezeigt wird, hängt von Ihrer Internetgeschwindigkeit ab.